The Boston Furniture Industry 1720–1740
The Artificers in this Place Exceed Any upon ye Continent And are here also Most Numerous as Cabinet Makers, Chace & Coach Makers . . . Watchmakers, Printers, Smiths, &C.6
IN 1750 James Birket, a traveller from the West Indies, found Boston filled with craftsmen. To him, their number surpassed that in any other American town. Today, as one passes through museums and historical societies, he is likely to agree with Birket. Hundreds, if not thousands, of pieces of furniture made in the Boston area during the eighteenth century have survived. Their makers are, for the most part, unknown. However, the quantity of objects attests to the activity of many craftsmen. This paper is concerned with these men—their number, their opportunities for work, their homes, and the economy in which they operated. Such information provides new insights into not only the men themselves but also their furniture.
Between 1725 and 1760 approximately 127 joiners and cabinetmakers,7 38 chairmakers, 23 upholsterers, 16 carvers, 11 turners, and 9 japanners worked in Boston. These 224 craftsmen comprised a total larger than that of any other American town during this period. Philadelphia, Boston’s nearest competitor, contained about thirty percent fewer craftsmen.8
An increase in shipbuilding during the early eighteenth century provided abundant work for many of these craftsmen. Queen Anne’s War (1702–1713) had proved especially profitable for local merchants.9 Their desire to enlarge the home fleet and the willingness of foreign entrepreneurs to purchase Boston vessels created jobs in every branch of the furniture industry. For example, Samuel Grant, an upholsterer, often supplied chairs and stools for the cabins of newly constructed ships.10 Joseph Ingraham, a local carver, completed the carved details for five ships during 1739. His bill of over £300 included £30:5:0 for an “11 foot Lyon for ship Dragon.”11 Such accounts are typical for carvers and suggest that they were far busier with shipwork than with furniture. Joiners often outfitted the interiors of vessels. Two such craftsmen, Daniel and Joseph Ballard, were often involved in civil litigation and were forced by the courts to account for their work. According to one law suit, Joseph Ballard constructed panelling, cupboards, chests, lockers, cornice moldings, window sashes, and “ye hen & goose coop” for a ship.12 Other joiners provided similar services, sometimes building tables and desks in addition to performing finished carpentry work.13
Besides shipwork, merchants offered cabinetmakers and chairmakers the opportunity to export their goods in vessels bound for Nova Scotia, the coastal ports of New York, Philadelphia, and Charleston, or the West Indies. That craftsmen took advantage of the mercantile activity is demonstrated by the statements of Plunkett Fleeson, a Philadelphia upholsterer. In 1742 he advertised chairs “cheaper than any made here, or imported from Boston.” Evidently, hundreds of Boston chairs were flooding into the area because two years later Fleeson chastised “the Master Chair Makers in this City . . . [for] Encouraging the Importation of Boston Chairs.”14 Even in 1762, when Philadelphia cabinetmakers were beginning to produce their finest furniture, Ebenezer Call asked his brother in Boston to have chairs made by a Mr. Lampson and shipped to Philadelphia.15
In addition to ship construction and an export trade, the merchants themselves were excellent clientele for craftsmen. Though occasionally importing furniture from England, local merchants usually relied on Bostonians for their home furnishings. Samuel Abbot, who began his mercantile career in 1760, kept an “Accompt of Household Furniture.”16 In it he noted the purchase of his household goods for the next thirty years. With the exception of four Philadelphia (Windsor) chairs17 and two looking glasses, all of Abbot’s furniture was made in Boston. Chairmakers Henry Perkins, William Fullerton, and George Bright provided mahogany tables and chair frames. John Forsyth, William Gray, and Ziphion Thayer upholstered these chairs and furnished bed mattresses, pillows, curtains, and window cushions. Adino Paddock, a coachmaker, billed Abbot £40 for a chaise “Carved Gilt & Laced”18 while John Gore, a successful japanner, painted and framed a coat of arms for £2. Such complete documentation is nonexistent for the first half of the eighteenth century. However, individual references to purchases by Daniel Henchman, Matthew Bond, and other merchants suggest that they, too, primarily patronized local craftsmen.19
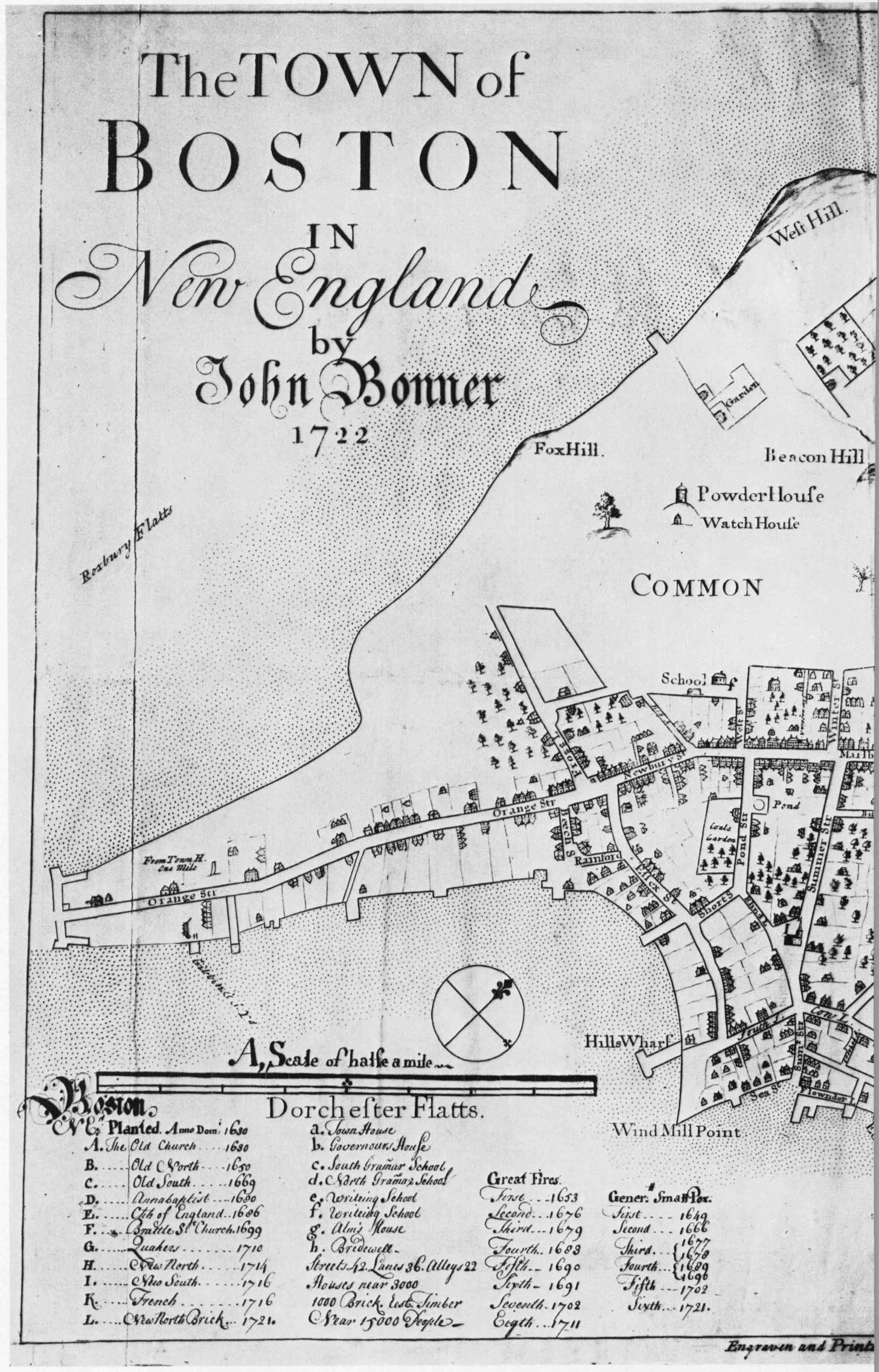
8. The Town of Boston in New England by John Bonner 1722. Drawn by John Bonner, engraved by Francis Dewing. Copperplate engraving, first state; h. 16 13/16 inches, w. 23 inches (engraved surface only). (I. N. Phelps Stokes Collection, Prints Division, The New York Public Library.) See also figs. 9 and 10.
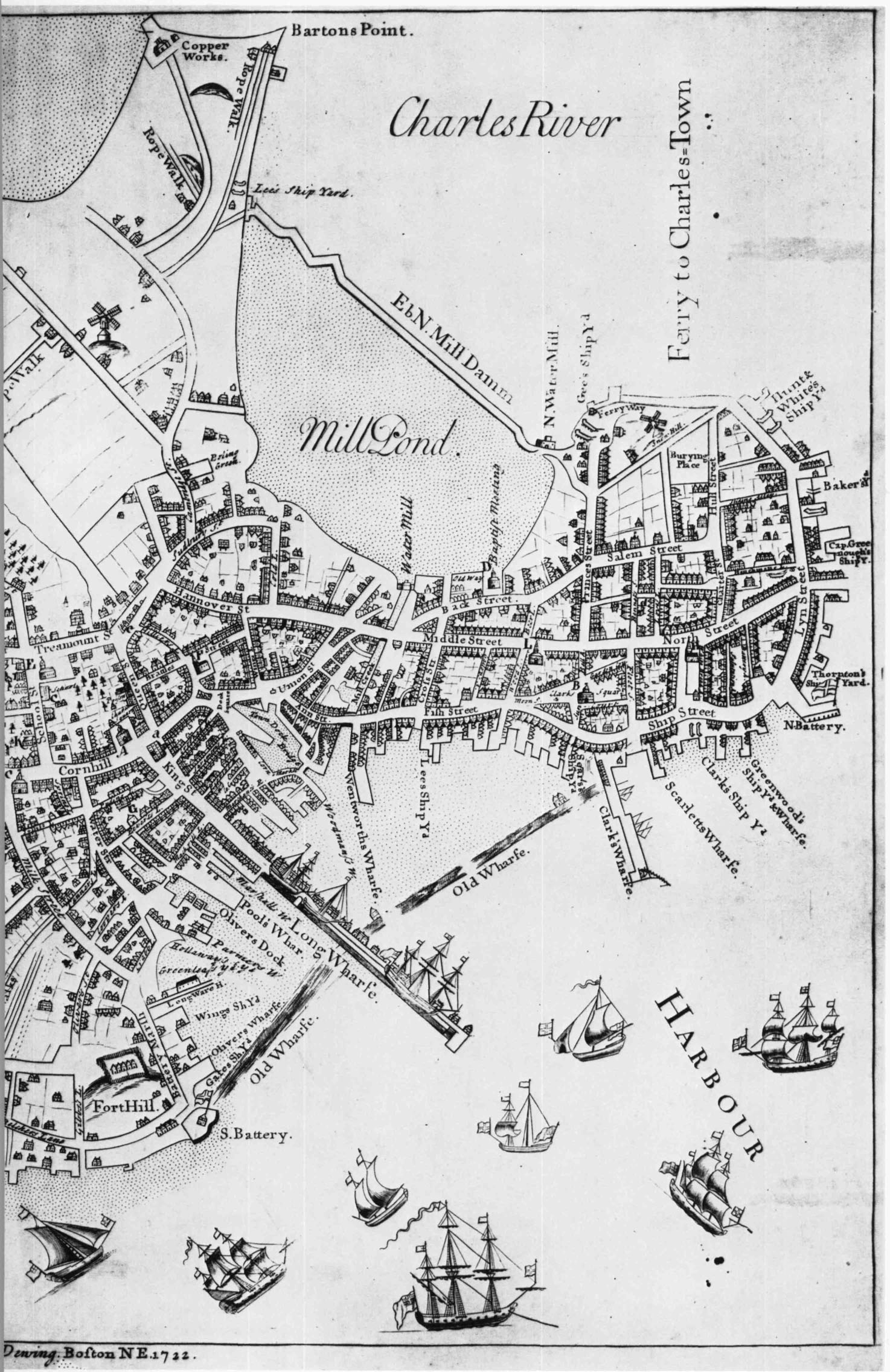

9. Detail of Bonner Map Showing Area between Union and Prince Streets. (I. N. Phelps Stokes Collection, Prints Division, The New York Public Library.) See also figs. 8 and 10. Many furniture craftsmen lived on Ann, Middle, and Back Streets in the North End.
The homes of furniture craftsmen were located throughout the city. Samuel Wheeler, a chairmaker, lived on Orange Street20 near the neck of land leading to Roxbury. Thomas Luckis, a carver, owned a portion of a home almost two miles away on Lynn Street in the North End (fig. 8). Many lived in craftsmen’s districts either in the North End between Union and Prince Streets or in the South End between Cornhill and Battery March (figs. 9 and 10). John Brocas, John Corser, Samuel Ridgway, and Job Coit resided on Anne and Union Streets. A block away on Back and Middle Streets were the homes of cabinetmakers Nathaniel Holmes, Thomas Sherburne, James McMillian, Thomas Johnson, and William Johnson. In the South End on Battery March lived at least five chairmakers. Occasionally these individuals owned their dwellings, but as the century progressed more and more men chose to rent houses, portions of tenements, or just rooms. Indeed, evidence suggests that middle-class property-owning craftsmen of the late seventeenth and early eighteenth centuries were gradually replaced by increasingly wealthy merchant-craftsmen and poor journeymen.21
Boston furniture makers worked in an economy based on commodity and credit exchange. Foreign coin did not circulate in the city and even the paper money printed by the Massachusetts government was scarce among craftsmen. As a result, a type of bartering system prevailed where workmen traded small amounts of cash, goods, services, and notes of obligation in lieu of money. A note written by William Randle, a japanner, is typical of the latter form of exchange. On July 15, 1724, he promised to pay “Mr John Greenwood or order Fourty five Pounds on or before the first day of April next, it being for Sundry Prints of ye City of New York Bought & Received of him.”22
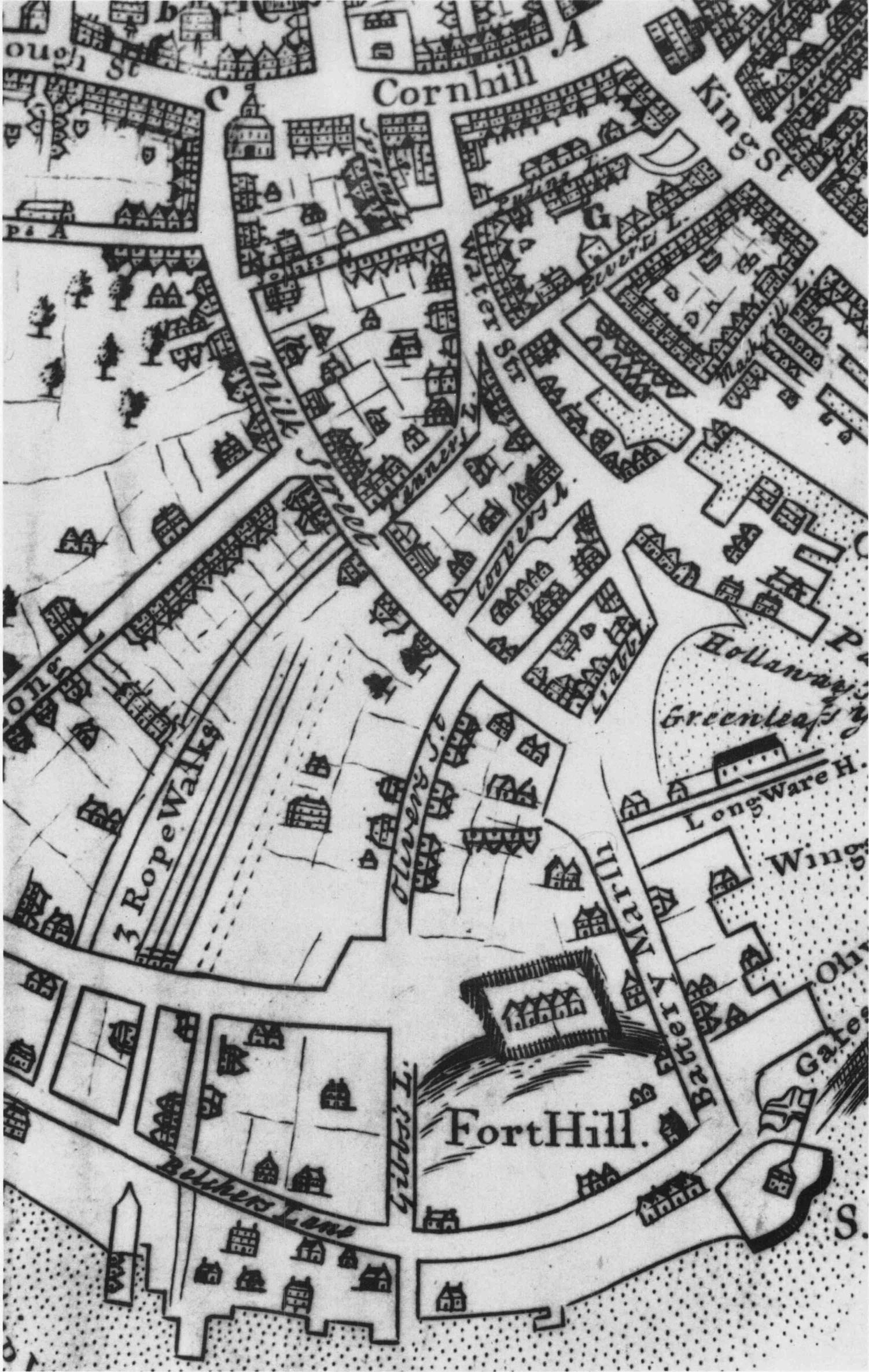
10. Detail of Bonner Map Showing Area between Cornhill and Battery March. (I. N. Phelps Stokes Collection, Prints Division, The New York Public Library.) See also figs. 8 and 9. Many furniture craftsmen lived on Milk Street and Battery March, near the wharves of the South End.
In this economy, personal trust played an important role. No man wanted to sell goods to another unless he believed that he would eventually be repaid. Artisans especially needed good credit reputations because of the many items required in their work. Cabinetmakers turned to merchants and ship captains for imported lumber and to braziers and shopkeepers for imported brassware, tools, nails, and glue. Furthermore, in an urban environment, they depended on victuallers and innholders for food and drink. To succeed in such an atmosphere required hard work and reliable connections within the craft and the community. Apprenticeship and kinship ties were the easiest ways of securing these connections. In both, masters and fathers provided assistance for younger men to begin their careers. For this reason, successive generations of families followed the same trade and became trusted members of the community. The Coit family, comprised of Job, Sr., and his three sons, worked as cabinetmakers. The Perkins family included five chairmakers in two generations. The most extended family, the Frothinghams of Boston and Charlestown, contained sixteen woodworkers in four generations.23 Some craftsmen married into the families of furniture makers. Ebenezer Clough, a Boston joiner, married Elizabeth Welch, the daughter of a Charlestown joiner. Robert Davis, a Boston japanner, married the daughter of William Randle, another local japanner.
These complex kinship ties may have contributed to the general conservatism of Boston furniture when compared to that of Philadelphia. The prolonged use of stretchers or the continued appearance of Queen Anne style furniture in the 1760s and 1770s could have resulted from traditional family training.
Family ties not only provided security for Bostonians who trained locally as apprentices, but also made it extremely difficult for immigrants to break into the furniture industry. Between 1730 and 1760 no inventory of an immigrant craftsman exceeded £100 while those of several native workmen surpassed £2000.24 Family connections by no means insured success, but they seem to have been at least a prerequisite for the attainment of wealth in the furniture industry.
Boston’s faltering economy after 1740 further decreased the immigrants’ opportunities. A drop in population during the thirty years prior to the Revolution reflected the deteriorating condition. As the Reverend Andrew Burnaby stated in 1760, “The province of Massachusetts-Bay has been for some years past, I believe, rather on the decline. Its inhabitants have lost several branches of trade, which they are not likely to recover again.”25 Growing competition from other coastal ports, the Molasses Act, and high local taxes created little need or attraction for additional craftsmen.
The best example of the immigrant craftsman’s problems is Charles Warham. Born in London in 1701,26 he travelled to Boston sometime before 1724.27 The young cabinetmaker, who had apparently completed an English apprenticeship, discovered hard times in his new home. Numerous court cases reveal that he was unable to pay for food or rent.28 Without any means of solving his dilemma, Warham evidently became a poor risk to his creditors. In 1731, he sold his household possessions and moved to Charleston, South Carolina.29 On November 2, 1734, he advertised in the South Carolina Gazette “all sorts of Tables, Chests, Chests-of-drawers, Desks, Bookcases &c. As also Coffins of the newest fashion, never as yet made in Charlestown.”30 He purchased lots for his home and shop on Tradd Street and during the ensuing years established a prominent cabinetmaking trade in Charleston. As a result of his newfound prosperity, he turned later in life to land speculation. In 1776, for example, he offered for sale 5000 acres of South Carolina real estate. He died on July 20, 1779, leaving a substantial estate.31 Debt-ridden in Boston, a city glutted with craftsmen, Warham succeeded in Charleston where demand for his work was far greater.
In contrast to this immigrant, several of Boston’s native sons prospered in the furniture industry. The career of Nathaniel Holmes, a cabinetmaker, is illustrative of how men with strong local kinship ties manipulated the credit economy to their best advantage. Holmes was born in Boston on December 29, 1703.32 His father, Nathaniel, Sr., had worked as a joiner and mason during the late seventeenth century. Young Nathaniel was only eight when his father died, and presumably his mother apprenticed him a few years later to one of Boston or Charlestown’s many cabinetmakers. By 1725 he had opened his own cabinet shop near the Mill Bridge in Boston.33 Three years later he married Mary Webber, the daughter of a lumber dealer and sawmill owner, a connection which obviously served his best interests, and during the next decade expanded his cabinetmaking business by employing workmen from the Massachusetts Bay area.
In 1735 Holmes purchased a distillery on Back Street and for five years prospered through the production of both rum and furniture. At the same time he began to hire vessels to carry his goods up and down the coast. His rum business and carrying trade proved so profitable that after 1740 he abandoned his cabinetmaking operation. To complement his distillery, Holmes built a sugar baking house in 174834 and for the next twenty years shipped sugar, molasses, and rum on his own sloops and schooners to Newfoundland, the Middle Colonies, and the South. When he died in 1774, he left an estate valued at almost £4000 which included land and houses throughout Massachusetts and Maine. He owned dwellings on Back, Charter, Middle, and School Streets in Boston as well as a farm in Malden and land in Falmouth and Kennebeck.35 Holmes succeeded far better than any other cabinetmaker in Boston. His biography indicates that a craftsman could become wealthy, but only by changing occupations could he amass a great fortune.
Fortunately, surviving documentation permits a detailed analysis of Holmes’s furniture business.36 During the 1730s Holmes served as a merchant-middleman for numerous craftsmen in Boston and surrounding towns whom he supplied with food, clothing, brassware, lumber, and glue. In return, they constructed furniture which they delivered to Holmes who then sold it to ship captains for export or to private customers in Boston.
Holmes employed ten joiners and cabinetmakers, only four of whom worked in Boston. Robert Lord, Richard Woodward, and Thomas Johnson lived in Boston. Woodward, in fact, boarded with Holmes. Another local cabinetmaker, Thomas Sherburne, helped Holmes manage the business in 1736 and 1737. John Mudge and Jacob Burdit resided in Malden, a small village on the Malden River, north of Boston. Thomas and Chapman Waldron lived in Marblehead, a coastal settlement about sixteen miles northeast of Boston. James Hovey worked for Holmes for nine months in either Plymouth or Boston. The home of Timothy Gooding, Jr., the last of Holmes’s workmen, has not been located. The majority of these men were between twenty-one and twenty-eight years of age,37 suggesting that Holmes was responsible for aiding them at the start of their careers, when they needed credit to purchase household and shop goods.
Holmes dealt with three turners, two bed bottom makers, and a japanner, all presumably of Boston. The turners, John Underwood, Daniel McKillister, and Daniel Swan, produced lathe-turned legs, drops, finials (called flames in the accounts), pillars, and balls which were later used by the joiners to embellish their furniture. Pillars and balls were produced in sets and probably used in the upper portion of tall case clocks as columns and finials, respectively (fig. 11). The bed bottom makers, William Bulfinch and Elias Thomas, laced canvas to bed frames made by Holmes or his workmen. A typical cloth bottom is illustrated in The Cabinet Dictionary by Thomas Sheraton (fig. 12).38 Holmes’s japanner, William Randle, performed an assortment of services, including the gilding of pillars for a clock and the japanning of a pedimented high chest.
The personal papers of Nathaniel Holmes reveal that these fifteen craftsmen constructed 338 pieces of furniture for their employer between 1733 and 1739. Unfortunately, only a portion of the business is documented in the bills and receipts. We have no information, for instance, on how much furniture Holmes constructed himself. Nor do we have complete accounts for each craftsman’s work. The total number of objects probably far exceeded those recorded in the papers.
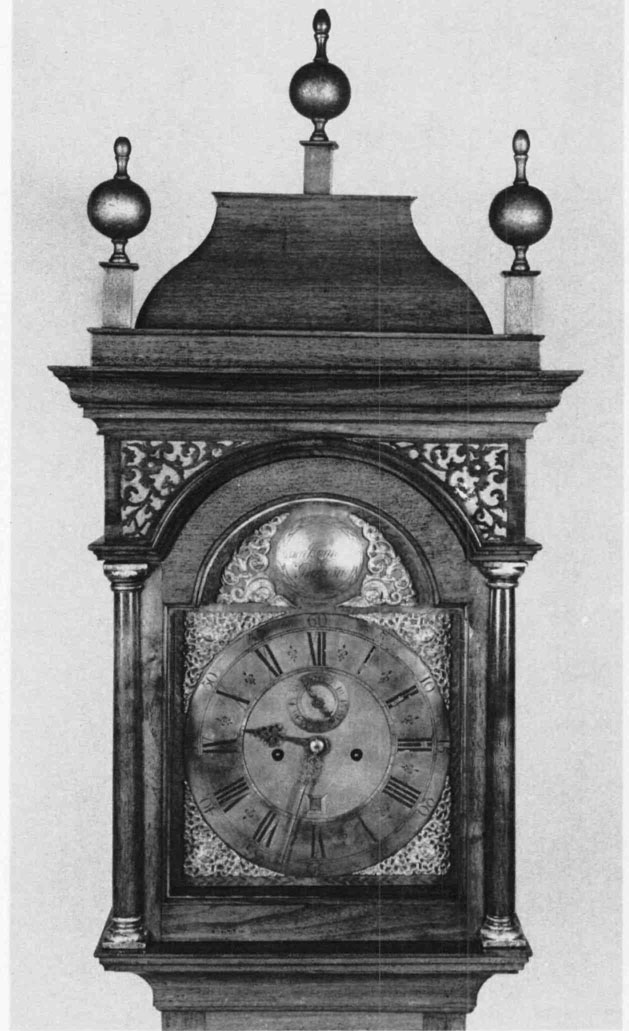
11. Detail of Tall Clock Showing Pillars and Balls. Works by Benjamin Bagnall, Boston, c. 1715–1730. Case, walnut and white pine; h. 98½ inches, w. 20⅞ inches, d. 10⅜ inches. (Collection of Mrs. Charles L. Bybee and the late Charles L. Bybee: photo, Richard Cheek.) For an overall view of the clock, see Antiques, xciii (January, 1968), 77.
Tables and desks constituted the great majority of their work. Of the documented objects, 62 were desks and 225 were tables. Many were simple utilitarian pieces of furniture made of maple or pine (fig. 13). However, these craftsmen also made elaborate card and tea tables as well as veneered desks with inlaid stringing and stars. On June 15, 1738, John Mudge billed his employer £3:3:0 for a “Larg Sedor desk with a star and scolup dros, no well rume, Lap beeded and pilor dros.”39 Such a desk probably resembled one owned by the American Antiquarian Society (fig. 14). “No well rume” indicates that insufficient space was available for a concealed well, a feature often found in New England desks of the William and Mary style. “Scolup dros” may refer to either the shell carved drawers of a desk interior (fig. 80) or the small arched drawers above the pigeon holes.40 The reference to pillared drawers describes the narrow document drawers with applied pilasters, seen on many Boston eighteenth-century desks (fig. 15).
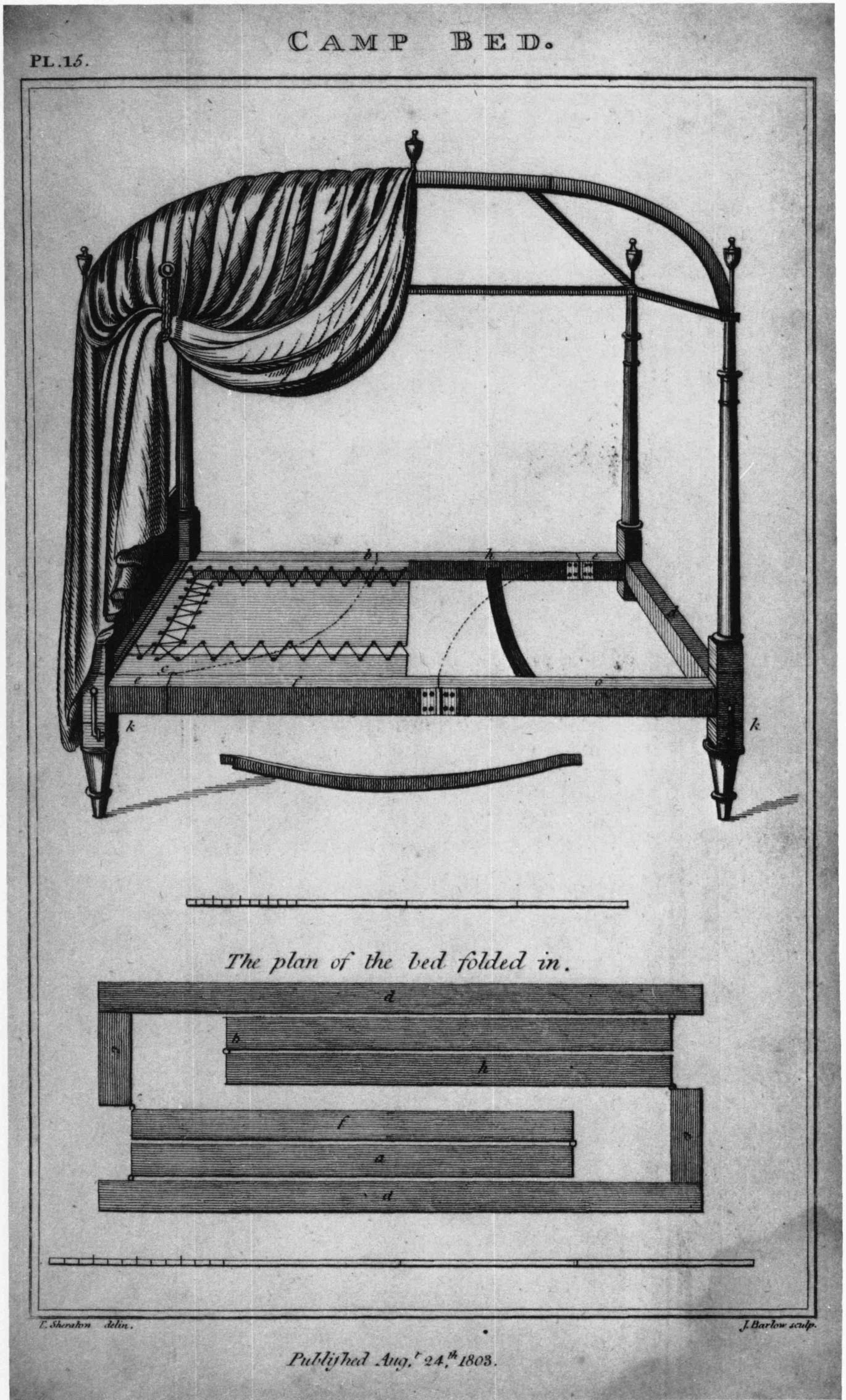
12. Camp Bed. From Thomas Sheraton, The Cabinet Dictionary, plate xv. London, 1803. (The Metropolitan Museum of Art, Rogers Fund, 1952.)
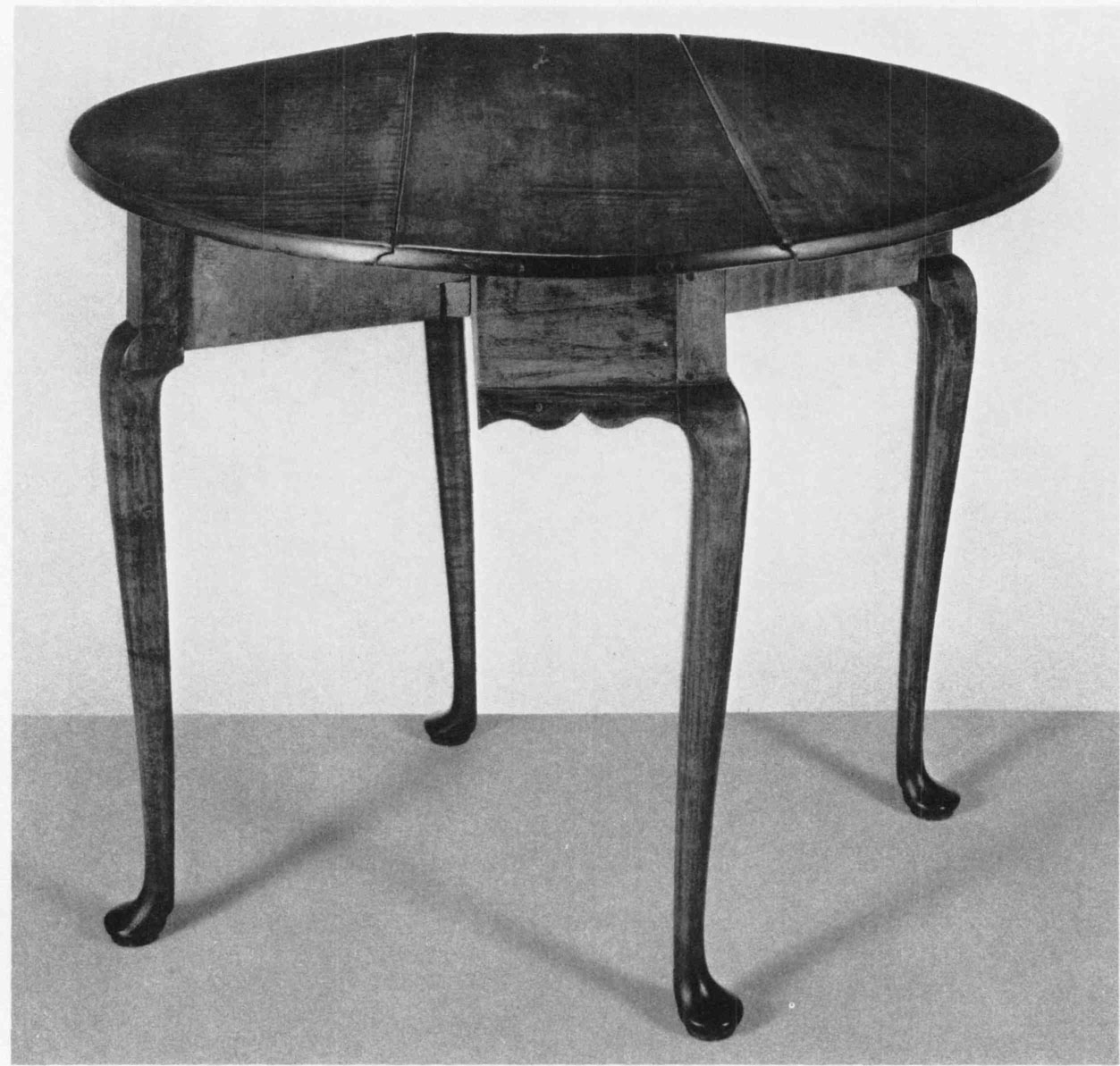
13. Table. Eastern Massachusetts, c. 1730–1760. Maple and white pine; h. 25½ inches, w. 31 inches (open), d. 31⅞ inches. (The Henry Francis du Pont Winterthur Museum.)
Holmes’s workmen constructed 16 desks and bookcases and 16 chests of drawers. To decorate these large pieces of furniture, they often applied carved or inlaid shells. In 1733 William Randle was paid for gilding two carved shells, probably for a high chest (fig. 16).
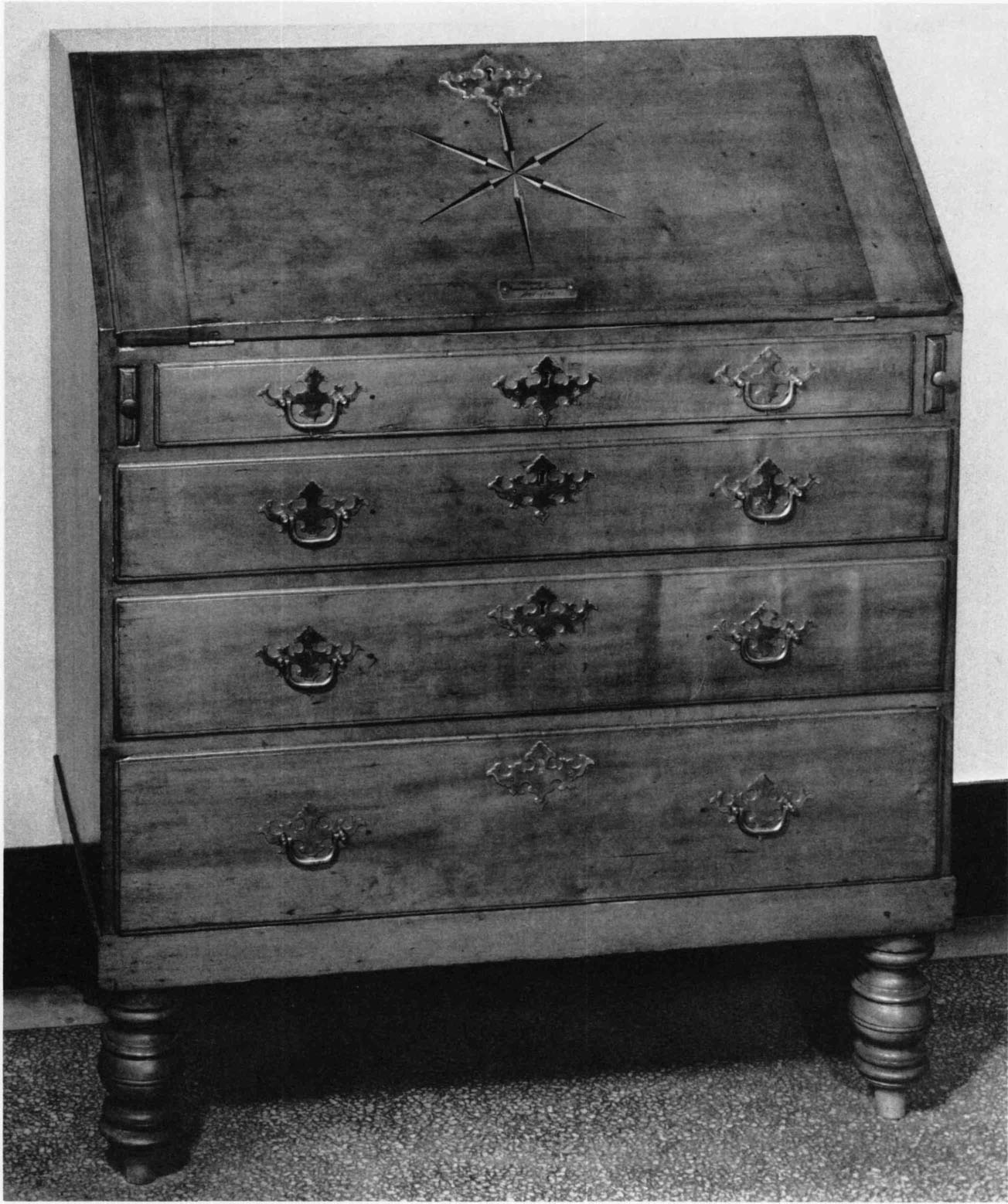
14. Desk. Eastern Massachusetts, c. 1730–1760. Cherry and white pine; h. 46½ inches, w. 36 inches, d. 19½ inches. (American Antiquarian Society: photo, Richard Merrill.) According to family tradition, this desk was owned by Governor James Bowdoin (1726–1790) of Boston. Feet and brasses are replaced.
Four years later Richard Woodward charged Holmes eighteen shillings for “putting in a Shell” and one pound for “Setting 2 Shells.”41 These later references document the difficult and expensive task of inlaying strips of wood in a radiating pattern (fig. 17). String inlay was an even more common decorative motif. John Mudge constructed “a Case of dros and tabell stringed” in October, 1738, and a month later made “a Case of drawers soled ends and stringed.”42 The earlier reference suggests a matching high chest and dressing table with string inlay. The latter may refer to a veneered high chest with solid sides decorated with stringing.
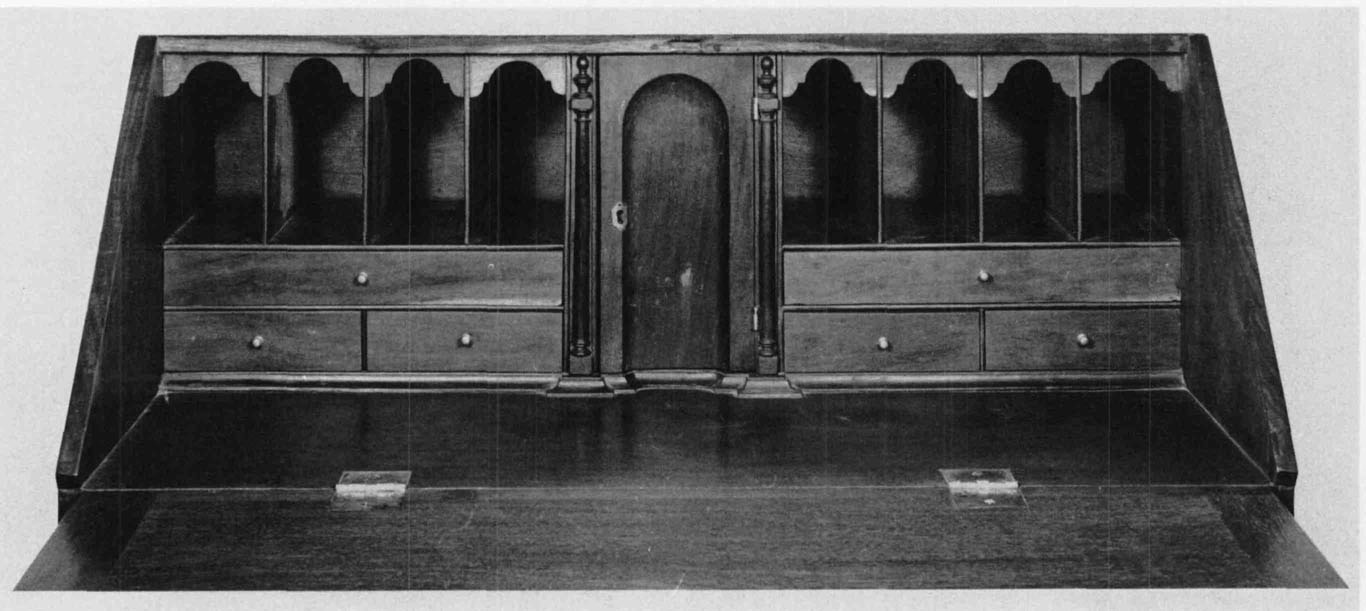
15. Interior of Desk-on-Frame Showing Pillared Drawers. Boston, c. 1740–1770. Mahogany, maple, tulipwood, and white pine; h. 42⅛ inches, w. 35¾ inches, d. 22⅞ inches. (Museum of Fine Arts, Boston, Gift of Mr. and Mrs. Henry Herbert Edes, 36.34: photo, Richard Cheek.) For an overall view of the desk, see Richard H. Randall, Jr., American Furniture in the Museum of Fine Arts, Boston (Boston, 1965), p. 74. According to family tradition, this desk was owned by Jedidiah Parker (born 1736) of Boston.
Holmes’s workmen enumerated only twelve other pieces of furniture in their bills. In 1737 Richard Woodward constructed wall brackets and a bureau table (fig. 18).43 His Boston colleague, Thomas Johnson, made a tea chest and frame, a tankard board, and a double chest of drawers. None of Holmes’s craftsmen working outside the city produced similar one-of-a-kind items.
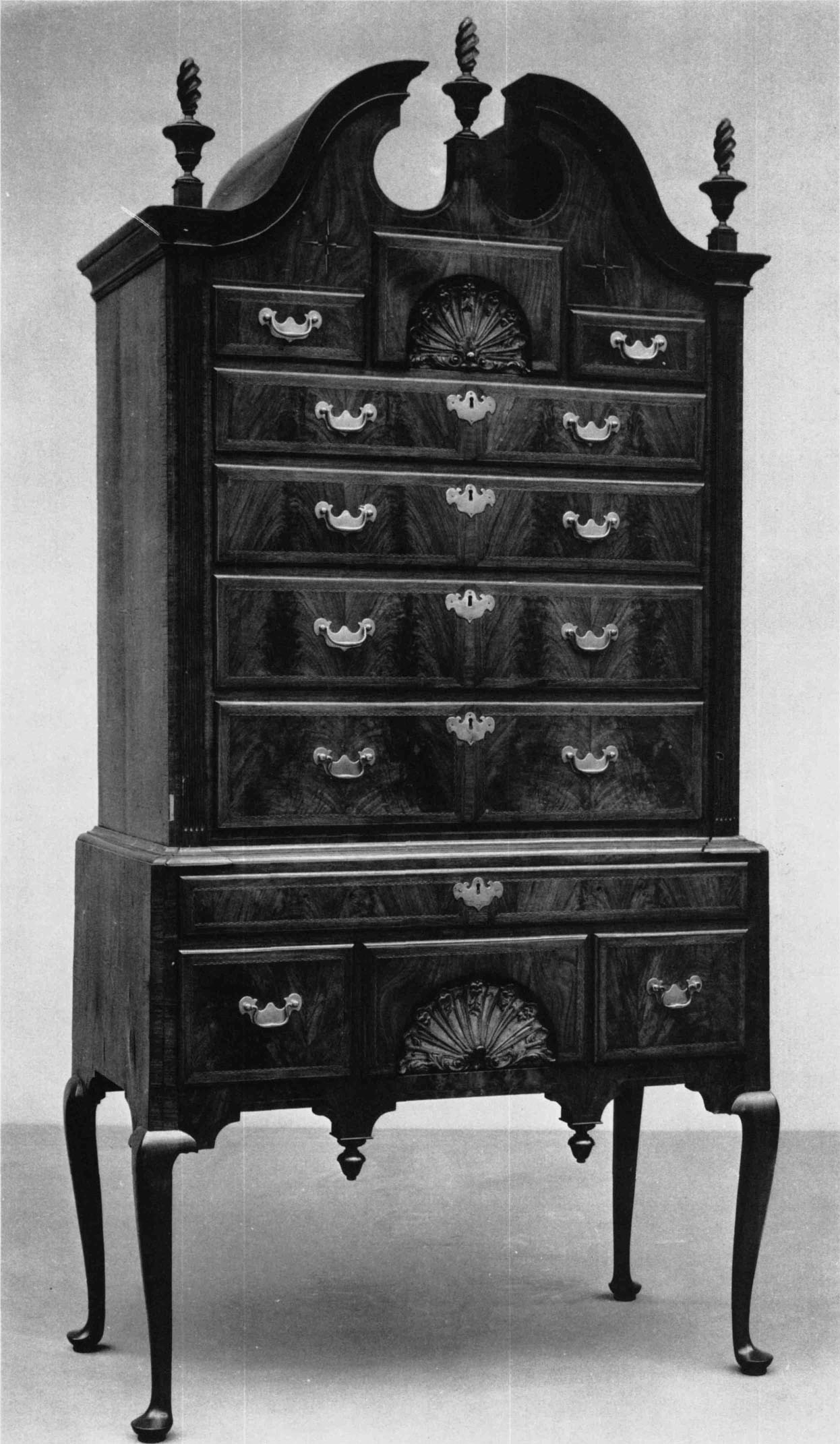
16. High Chest. Boston area, c. 1730–1750. Walnut and white pine; h. 89½ inches, w. 43¾ inches, d. 22 inches. (The Metropolitan Museum of Art, Gift of Mrs. Russell Sage, 1909.) This chest has carved and gilded shells, probably similar to the type of work performed by William Randle for Nathaniel Holmes.
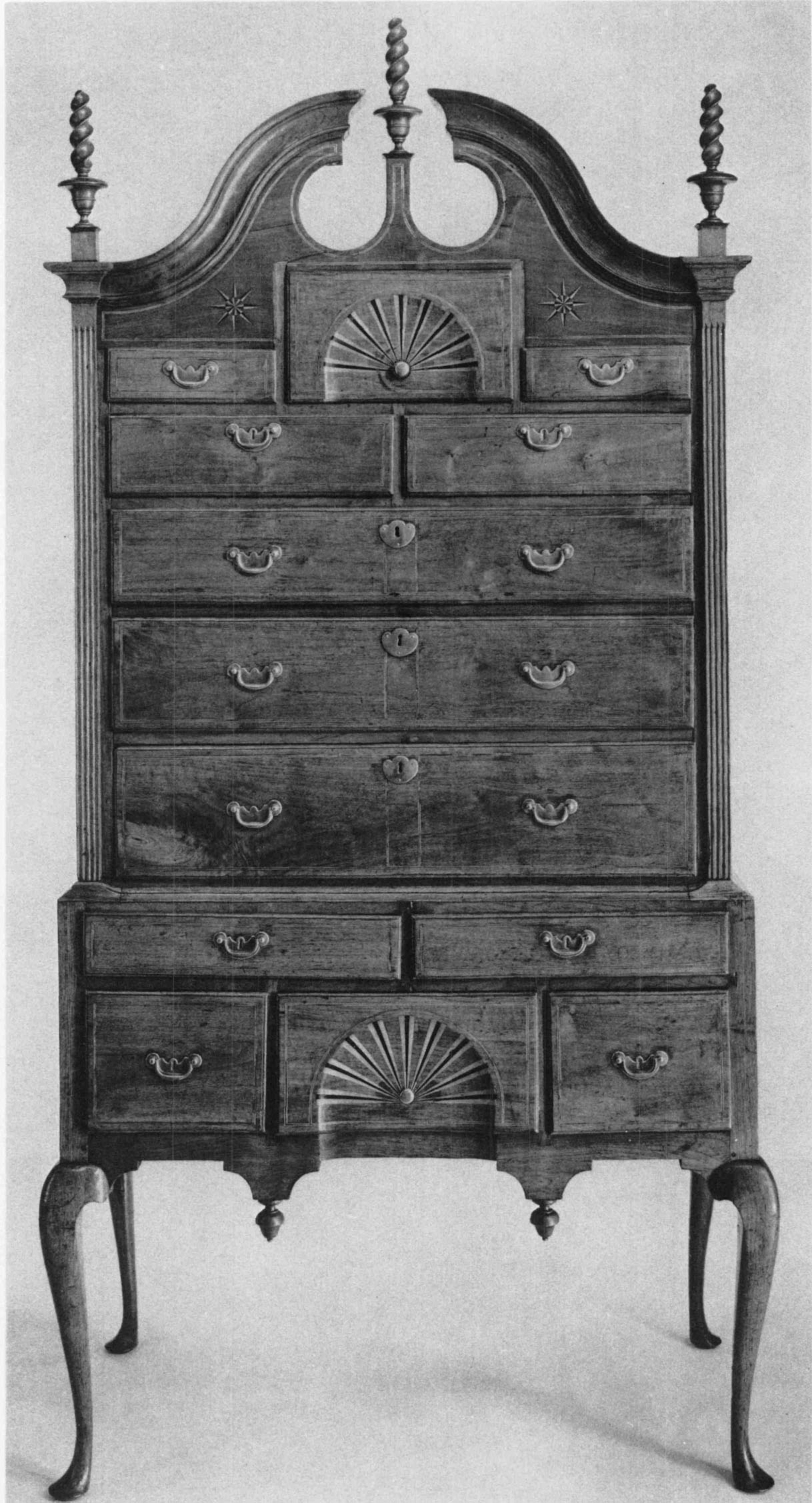
17. High Chest. Eastern Massachusetts, c. 1730–1750. Walnut and white pine; h. 86⅛ inches, w. 43¾ inches, d. 23⅛ inches. (The Henry Francis du Pont Winterthur Museum.) This chest is decorated with inlaid shells, probably similar to those set in by Richard Woodward.
These workmen charged Holmes for the amount of labor involved in making or assisting on a piece of furniture. A standard cost was often set for each form. Tables, for example, were priced according to their length. Richard Woodward charged eleven shillings per foot for tables in 1736. A year and a half later he demanded an extra shilling per foot, no doubt reflecting inflation in colonial Boston. The price of desks also varied according to size. John Mudge charged £2:10:0 for his standard desk and £1:1:0 for a smaller version. Any ornamentation increased the cost. For a desk with pillared drawers, Mudge added two shillings to his standard sum. Veneering, a popular form of decoration on Boston furniture, increased the cost of construction. In 1734 Mudge built both solid wood and veneered chests of drawers. The price of the former amounted to £3:2:0 while the latter was £4:0:0. Occasionally the accounts refer to other details such as stringing, inlaid stars and shells, bracket feet, and toes.44 These motifs varied greatly in price and probably were custom ordered.

18. Bureau Table. Boston area, c. 1730–1750. Walnut and white pine; h. 31¼ inches, w. 33¾ inches, d. 19⅜ inches. (Gore Place Society, Waltham, Massachusetts: photo, Richard Cheek.) This bureau table decorated with string inlay is representative of early bureau tables made in Boston during the 1730s and 1740s.
Often a single object entailed the work of many craftsmen. According to the Holmes papers, a veneered high chest, similar to that made by Ebenezer Hartshorne (fig. 19), required the work of five men. Holmes himself supplied the lumber, brassware, and nails to a cabinetmaker who constructed the case. A turner furnished the cabinetmaker with drops, flame finials, and columns for the front of the chest. After the case was completed, a highly skilled craftsman inlaid the star and may have carved the two shells. Finally, a japanner put on the finishing touches by gilding the shells.
In summary, the papers of Nathaniel Holmes provide much important data on the cabinetmaking trade in the Boston area during the third decade of the eighteenth century. Although no extant furniture can be traced to Holmes or his workmen, the accounts attest to the quantity of their output. Hopefully, examples will be found, so that we may some day more accurately judge the skills of these men and the characteristics of their work.
No discussion of the furniture industry could be complete without considering the role of the upholsterer. During the eighteenth century the upholstery trade was deemed the most lucrative and prestigious craft profession. Its members not only made and sold bedding, bed curtains, and upholstered furniture, but also imported all types of textiles and dry goods for resale. Thomas Fitch and Samuel Grant were two of Boston’s wealthiest upholsterers. A study of their careers demonstrates the reasons for their success as well as the activities and products of the upholsterer in colonial Boston.
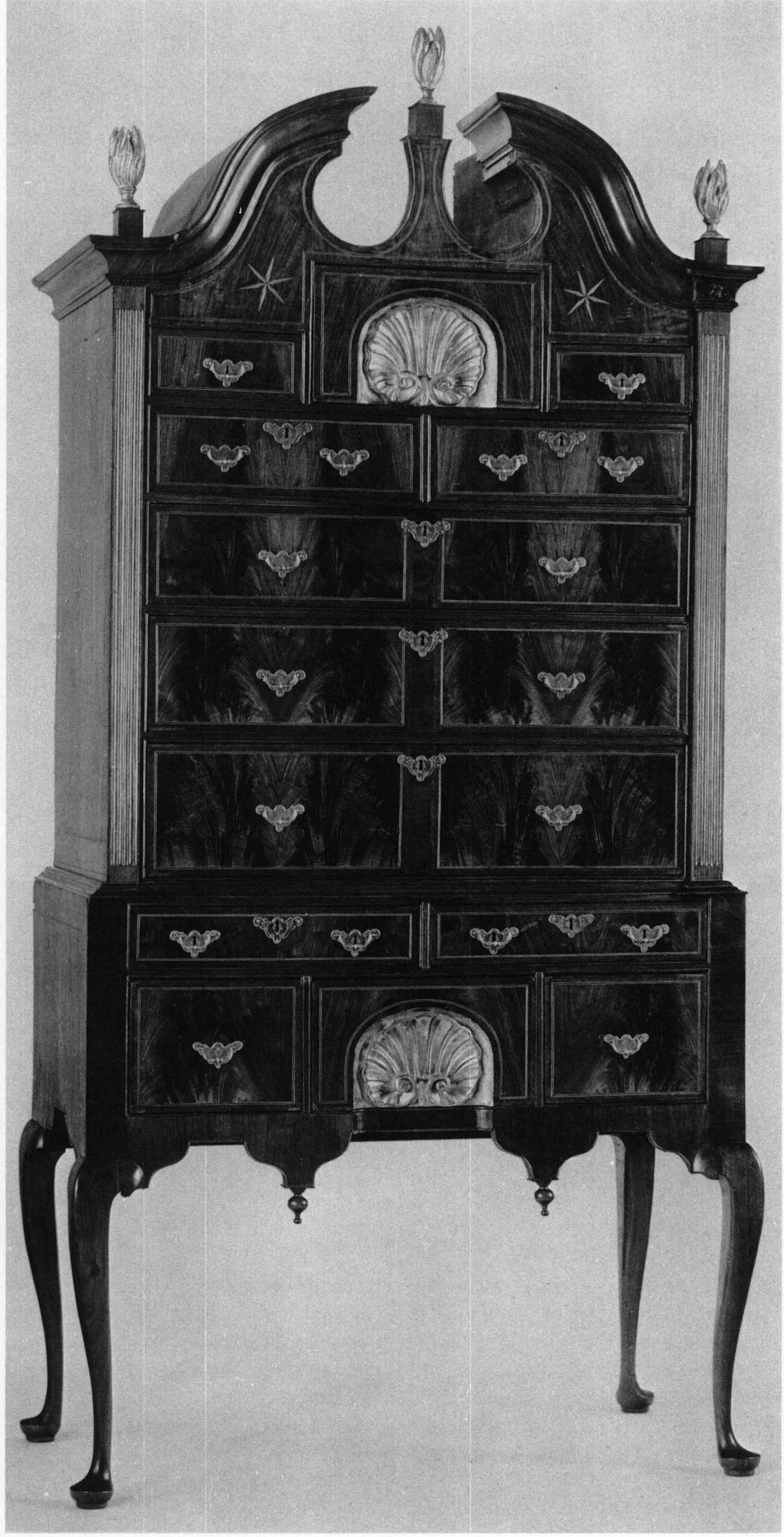
19. High Chest. Made by Ebenezer Hartshorne, Charlestown, 1739. Walnut and white pine; h. 90 inches, w. 41½ inches, d. 21½ inches. (Museum of Fine Arts, Boston, Julia Knight Fox Fund, 31.432.) A chest such as this required the work of many craftsmen.
The son of a local cordwainer, Thomas Fitch was born on February 5, 1669.45 His father died when he was only nine. Apparently his mother apprenticed him to a Boston upholsterer, perhaps Edward Shippen, an eminent English-born merchant-upholsterer who moved to Philadelphia about 1688. Fitch later corresponded frequently with Shippen and often sold goods in Boston for his Pennsylvania friend. In 1694 he married Abiel Danforth, the daughter of the Reverend Samuel Danforth of Roxbury. During the following years he established a highly profitable upholstery business and became a respected man in the community. He held numerous public offices including selectman, moderator, town auditor, and representative to the General Court. His daughters married men of high standing. Martha married James Allen, a prosperous merchant, and Mary wedded Andrew Oliver, later a lieutenant governor of the colony. When Thomas Fitch died in 1736, he left a personal estate of £3388:8:11. He also owned several houses in Boston and thousands of acres in many newly established towns in Massachusetts.46
Fitch trained Samuel Grant in the upholstery trade.47 Born in 1705, Samuel was the son of Joseph Grant, a local boat builder.48 He married Elizabeth Cookson in 1729 and they raised six children over the next twenty-five years. Like his former master, Grant held several important town positions. Between 1747 and 1757 he served as town selectman, in 1768 as town moderator. At his death in 1784, he gave the bulk of his estate to Moses Grant, his only surviving son.49
Fortunately for historians of the decorative arts, several volumes of the account books and letterbooks of Thomas Fitch and Samuel Grant have survived.50 With these documents it is possible to focus on the lives of two Boston upholsterers during the years 1720 to 1740. Fitch established an extensive trading network throughout the colonies, specializing in the distribution of English textiles. In addition, he sometimes imported other goods which might sell well in the colonies. In a letter to a New York merchant he stated that “besides all Sorts of Upholstery goods as rugs blank[e]ts quilts ticks broadstrip &c,” he also offered for sale “a Pcill [Parcel] of Ironware and nails.”51 Further correspondence shows that Fitch sold spectacles, penknives, candlesticks, stockings, caps, clothing materials, and other dry goods to merchants in every coastal port from Halifax to the West Indies. To transport these goods he owned shares in several ships.
In addition to his mercantile pursuits, Fitch operated an upholstery shop where he or his workmen produced beds, bolsters, mattresses, curtains, and furniture. Some jobs were done for his clients in their homes. In 1724 he charged George Cradock £0:1:6 for “puting up a bedstd & Curts.”52 A year later Fitch completed the wallpapering of a room for John Jekyl. The cost was £2:12:9 for seventy-eight and a quarter yards of binding, papering tacks, and labor. Jekyl had purchased the paper himself and employed Fitch only to hang it.53
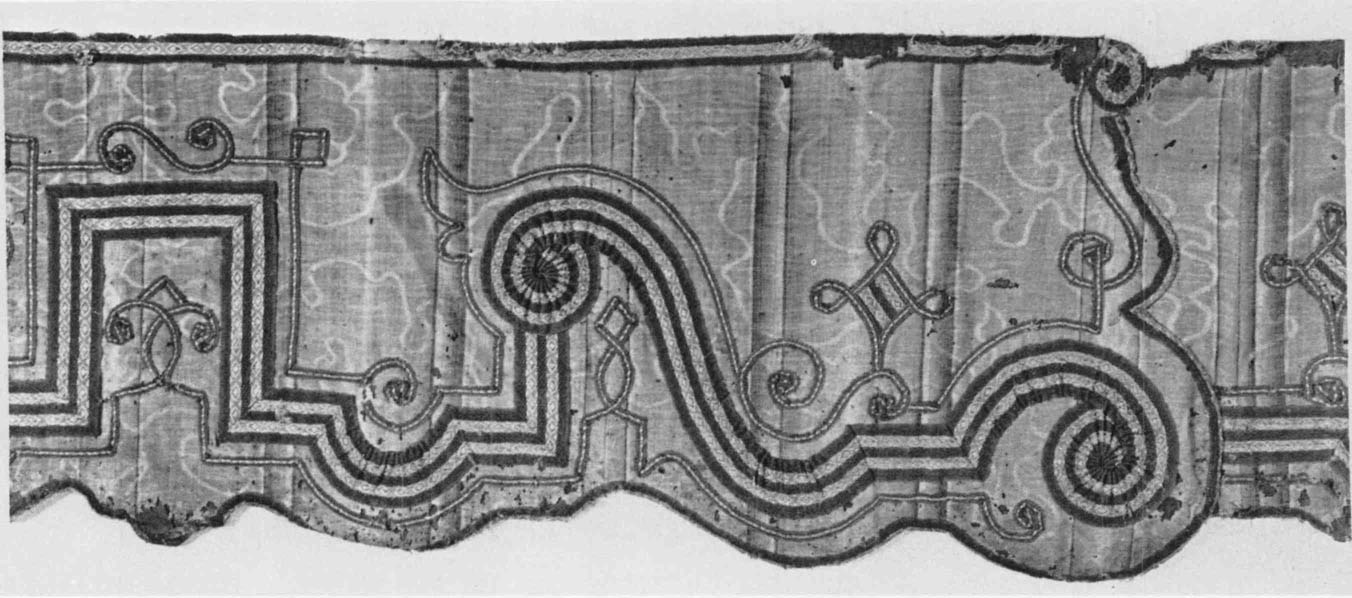
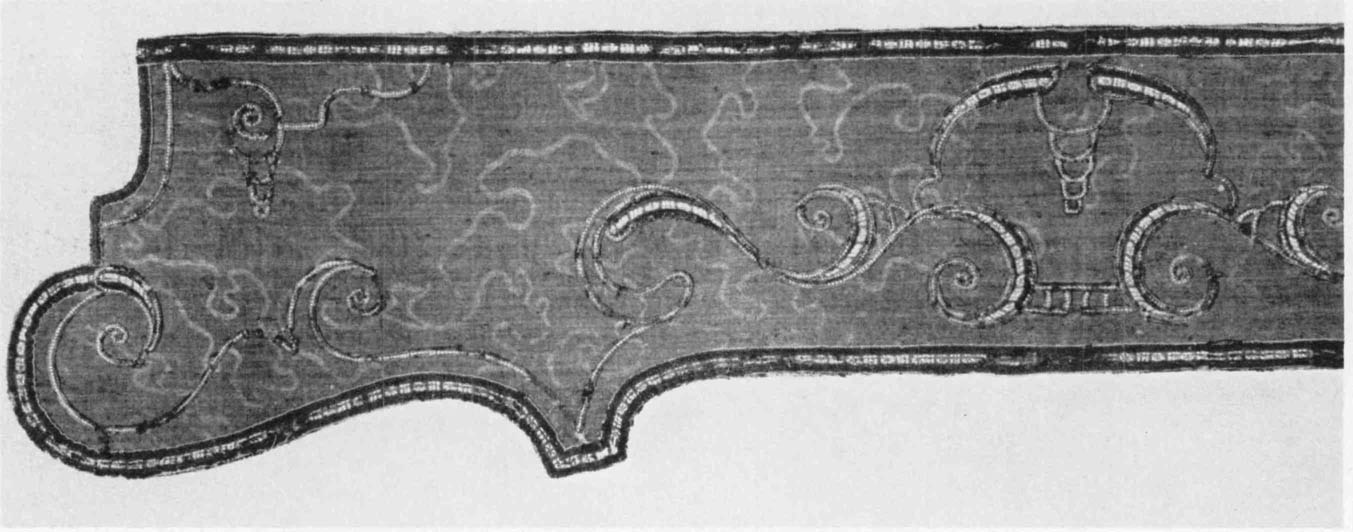
20. Bed Valance. Salem or Boston, c. 1720–1740. English cheyney, w. 12½ inches. (Essex Institute, Salem, Massachusetts.)
The great majority of Fitch’s patrons were wealthy merchants, lawyers, and physicians of Boston, Newport, and New York. The list included John Read, Esquire, of Boston, Edmund Quincy, Esquire, of Braintree, Isaac Lopez of Newport, and William Beekman of New York. For such a prominent clientele, Fitch made every effort to provide fashionable furnishings. He sometimes wrote to his friends in England for patterns for bed hangings. In 1725 he instructed John East, an upholsterer in London, to “Get your best draughtsman to draw a few of ye newest fashion’d & pretty neat airy Val:ts [Valances] headcloths headboards & Testers and a cornish [cornice] or two: and ye figure of a counter pane if they are in fashion.”54 Several times in the next five years, Fitch requested additional patterns. In an illuminating letter on the taste of Bostonians, he asked East “to send me a pattern or figure of Fashionable Vallance & the figure of a headboard & headcloth done by some ingenious workman to be put on a flat headcloth & as the fashion I think is very plain, he may send some with a little more work, our people too generally choosing them somewhat showy.”55
Fitch’s letters explain the close similarity between English and American bed hangings. An example at the Essex Institute (fig. 20) resembles the end of a valance illustrated in a scene from A Harlot’s Progress by William Hogarth (fig. 21). Another valance, originally owned by the Robbins family of Lexington, Massachusetts (fig. 22), relates to an English example, also engraved by Hogarth in the two prints, Before and After (fig. 23). Such comparisons demonstrate the attempts of American upholsterers to follow English designs. Using imported fabrics and patterns, they were able to copy the most recent fashions in London.

21. A Harlot’s Progress, plate ii. Drawn and engraved by William Hogarth, London, 1732. Copperplate engraving; h. 11⅞ inches, w. 14⅝ inches (engraved surface only). (Museum of Fine Arts, Boston, Harvey D. Parker Collection, p11991.)
22. Bed Valance. Boston area, c. 1730–1760. English harrateen; w. 13 inches. (Society for the Preservation of New England Antiquities.) According to family tradition, this valance was owned by the Robbins family of Arlington and Lexington, Massachusetts.
Fitch occasionally collaborated with English upholsterers on elaborate bed hangings. A letter to Silas Hooper, a London merchant, in December, 1725, records the joint efforts of two men on different continents to complete a set of hangings:
Now I desire Yo to apply to some Upholder that’s a neat Workman and get him to Match this Camblet very exactly with enough of it only for one sute of outside Vallane and to Cover one set of Cornishes, and make up the outside vall and Cover the Cornishes handsomely and fashionably, and cover the head board, wood head Cloth and Testr. with some . . . Satten and make the Inside Vall thereof, Let the whole be of a good Air or fancy for a room 10 feet high, and trim’d with the same lace of the Inclosed pattern packing up for me full Enough of the Same binding and breed suitable to finish ye Curtains bases and base moldings here.56

23. Before. Drawn and engraved by William Hogarth, London, 1736. Copperplate engraving; h. 14 11/16 inches, w. 11 15/16 inches (engraved surface only). (Colonial Williamsburg Foundation.)
Fitch intended to use this set of hangings as a model for another “sute of the Same which I shall wholly make up here.”57 Such lengthy correspondence suggests the importance of bed hangings in the eighteenth century. For Boston’s gentry they provided a symbol of status as well as comfort. Feather mattresses weighing up to sixty pounds, curtains with over thirty-five yards of expensive worsted material, and elaborately carved high-posted frames made beds the most costly objects in the colonial home.58
Fitch succeeded in business by capably serving an elite clientele. Evidence indicates that his apprentice, Samuel Grant, sought to do the same. In 1728 Grant had completed his indenture and was working at the Crown and Cushion in Union Street (fig. 24). Fitch helped him to begin business by selling him upholstery materials on credit. Of additional importance were the contacts that Grant had made while under his master’s guidance. After his apprenticeship he patronized a London upholsterer used by Fitch, employed the same chairmaker to make bedsteads and chair frames, and sold goods to many of the same persons.59 After his master’s death in 1736, Grant, in effect, inherited both the business and reputation of Thomas Fitch.
The scale of his activity, however, never reached the magnitude of his master’s enterprise. Grant never developed the extensive export trade which characterized Fitch’s career. Perhaps increasing competition from Newport and New York merchants impeded his chances of success in the coastal business. More likely he simply lacked the capital to finance a complex mercantile operation.
Grant rarely imported his textiles directly from English merchants. Whereas Fitch had dealt with as many as five London factors at one time, Grant requested upholstery from only one man and, in this case, the orders were small. Without a far-reaching export trade, Grant had no means of repaying English merchants with goods marketable in London. Fitch had sent furs from New York, tar from the Carolinas, logwood and sugar from the West Indies, and whalebone to his factors in England. He also collected bills of exchange from merchants in other areas which helped to pay for English textiles sent to Boston. Grant, on the other hand, conducted a small export trade along the Atlantic Coast. His only major commodity for shipment to England was beeswax. Consequently, he was forced to rely on merchant-middlemen in Boston for most of his goods. During the year 1732, he purchased upholstery materials, garlits (a coarse linen), and calicoes valued at £1597 from Charles Apthorp, a leading local importer. He also dealt with James Allen, Fitch’s son-in-law and a wealthy merchant, Jacob and John Wendell, two brothers in business together, and Samuel Cary, a ship captain. In repayment for textiles, these men accepted furniture and the services of an upholsterer. Between 1728 and 1740 Grant delivered 141 chairs to the Wendells, 214 to Apthorp, and 400 to Peter Faneuil, another prosperous importer. Most of these chairs were packed into boxes, loaded onto ships owned by the merchants, and sold at distant ports. Some were used to furnish ships’ cabins, while others were requested by the merchants for their own homes or those of relatives and friends. In 1732 James Allen ordered a bed, couch, easy chair, and twelve leather chairs for delivery to his brother, Jeremy Allen.60
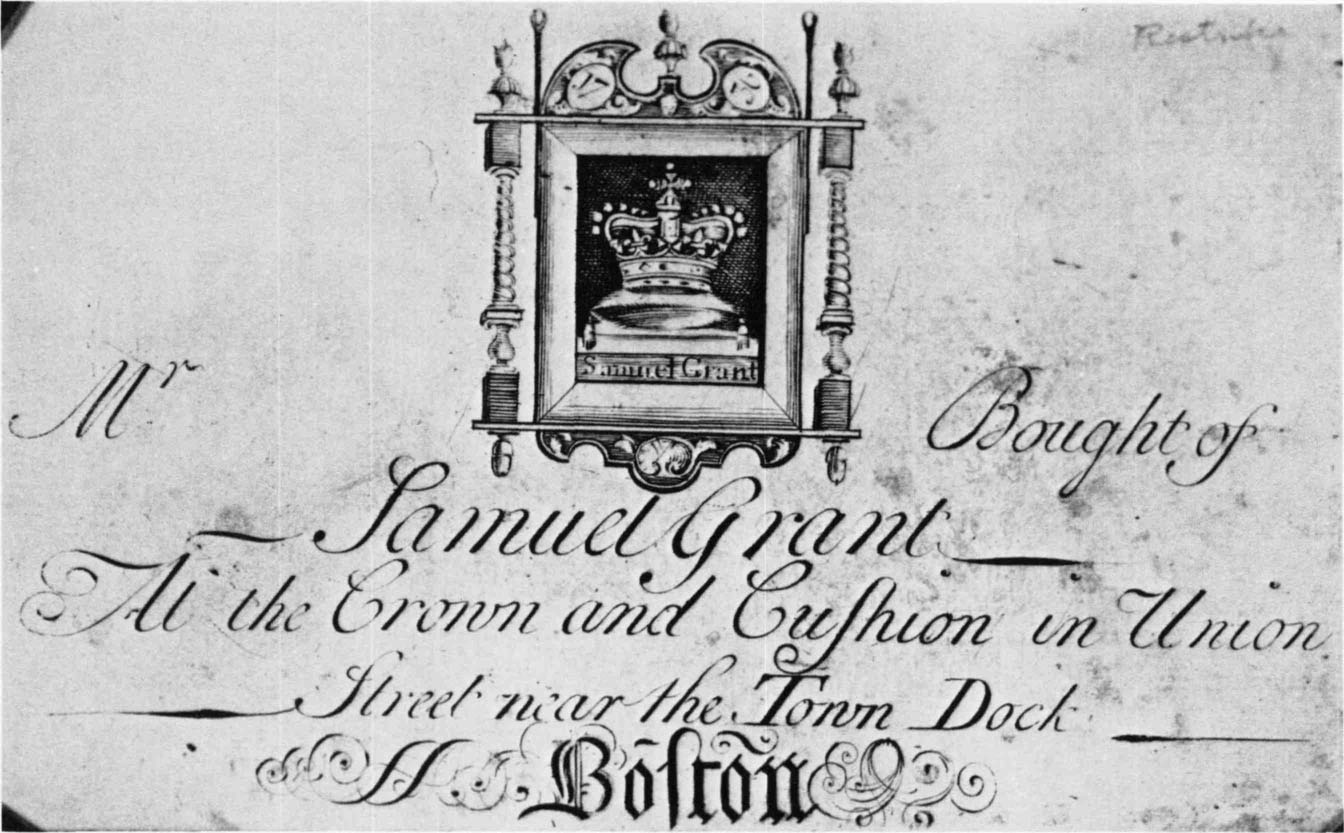
24. Trade Card of Samuel Grant. Attributed to Thomas Johnston, Boston, 1736. Restrike of copperplate engraving; h. 4 inches, w. 6⅜ inches (engraved surface only). (American Antiquarian Society.)
Grant’s success as an upholsterer depended on his relationship with local merchants. From 1728 to 1740 his services were constantly in demand and, as a result, he never became a risk to his creditors. He profited by purchasing large quantities of textiles at wholesale prices and reselling them in small lots at higher rates. His charges for labor were minimal when compared to the costs of materials. On July 12, 1731, he billed Jacob and John Wendell for two easy chairs. The frames for each cost £1:17:6; the curled hair, feathers, linen ticking, and webbing for the understructure cost £2:5:8; the outer material and binding was £3:1:6; and the labor was £1:16:0.61 The labor charge amounted to only one-sixth of the total. The labor charge for a pillow, mattress, or bolster was even less. Grant billed George Rogers £12 for feather bedding which cost only £0:5:0 to make.62
Besides describing the business activities of Thomas Fitch and Samuel Grant, the account books provide insights into the popularity, appearance, and style of textiles and furniture. English worsteds were by far the most common textiles used in home furnishings. During a four-year span between 1728 and 1732, Grant used cheyney, a coarse-grained or ribbed worsted, for about ninety percent of his curtains and chair coverings. Ten years later harrateen,63 another worsted closely related to cheyney, superseded it. From 1738 to 1742 harrateen was employed for sixty percent of his furnishings. Cheyney dropped to about thirty percent during the same period and after 1742 disappeared almost altogether.
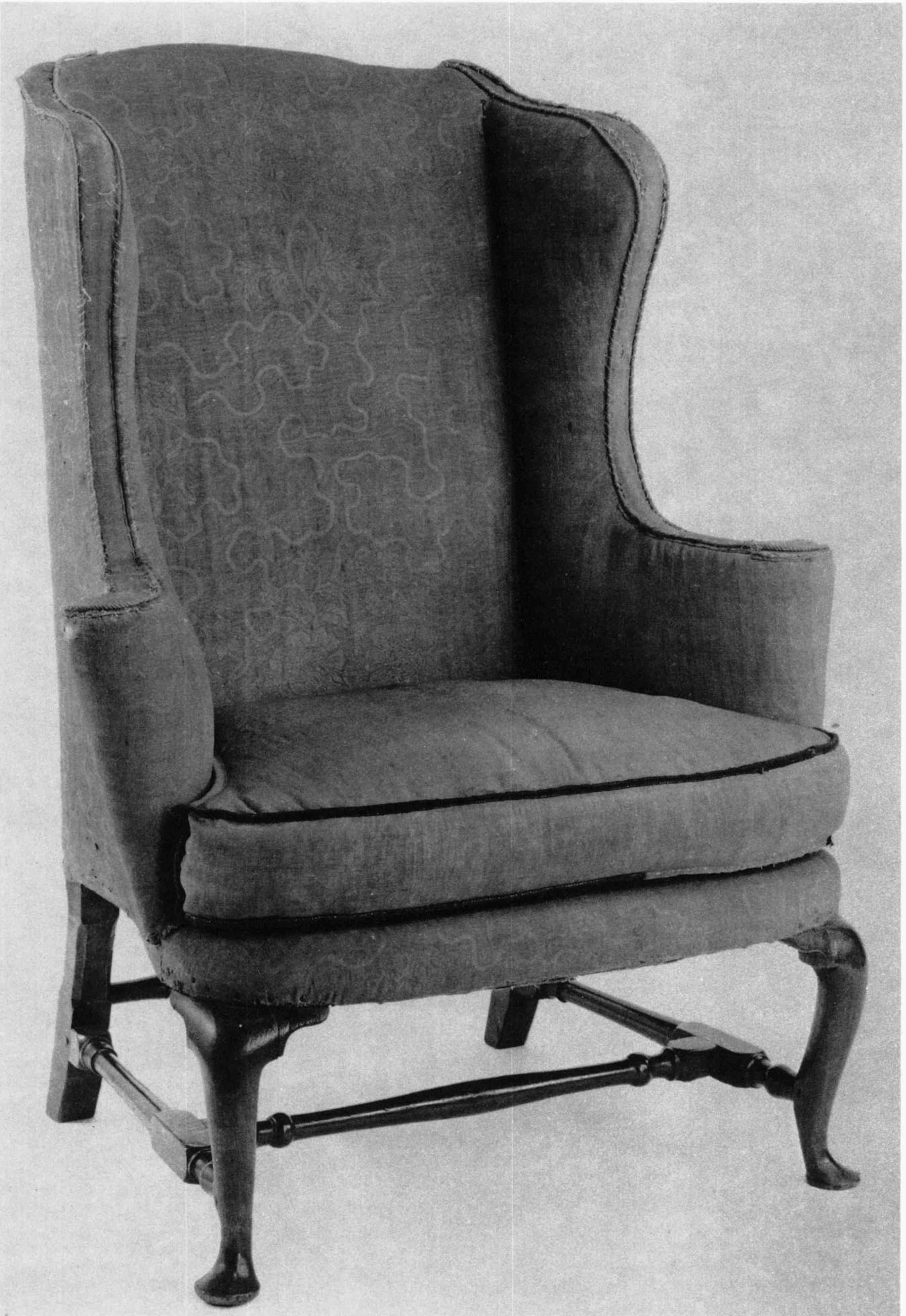
25. Easy Chair. Boston area, c. 1740–1765. Walnut, white pine, and English harrateen or moreen (original); h. 48 inches, w. 35¼ inches, d. 34 inches. (The Brooklyn Museum, Henry L. Batterman, Maria L. Emmons, and Charles Stewart Smith Memorial Funds.)
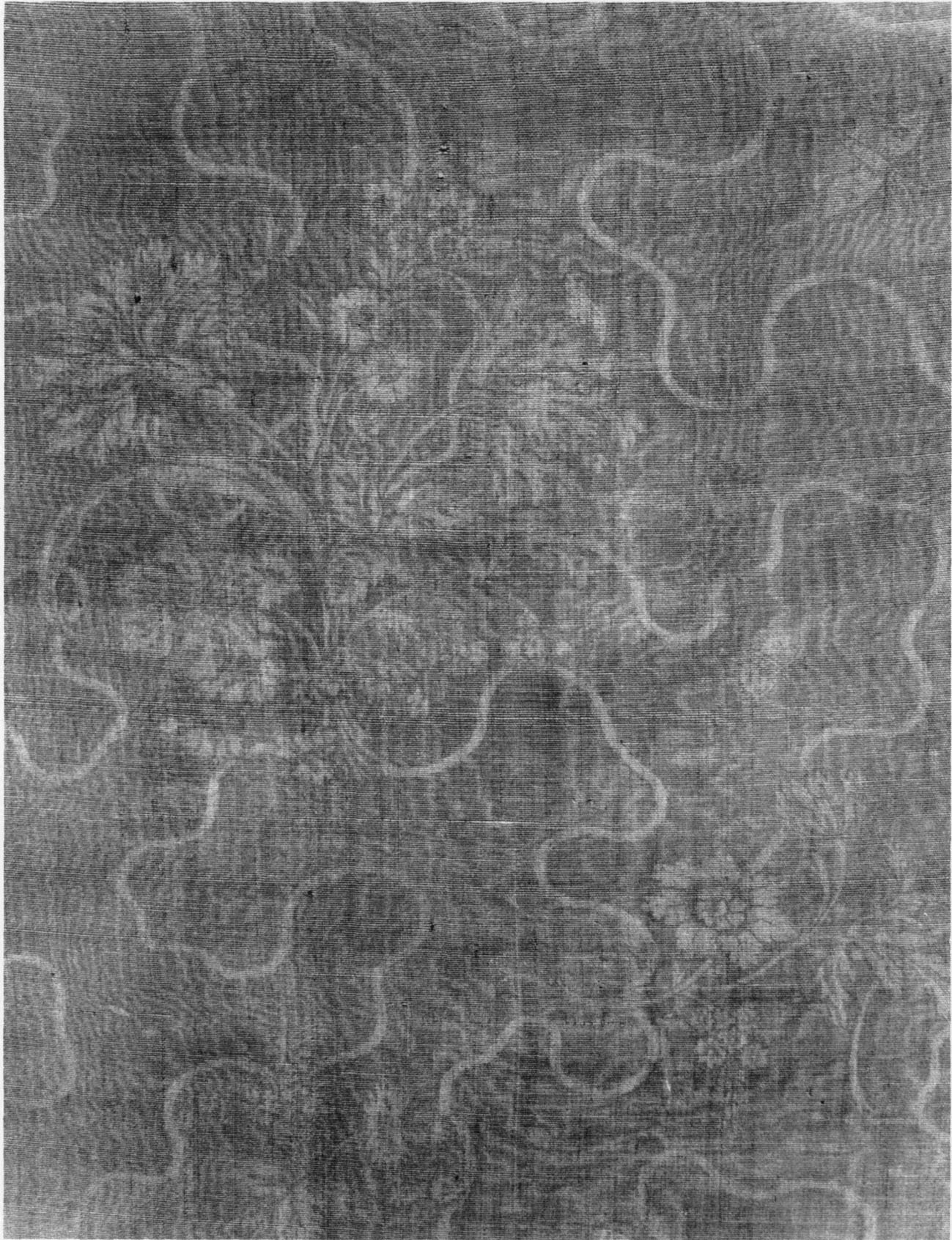
26. Detail of the Back of an Easy Chair. Boston area, c. 1750–1770. Mahogany, maple, and English harrateen or moreen (original); h. 46 inches, w. 33 inches, d. 26 inches. (The Bayou Bend Collection of the Museum of Fine Arts, Houston.) For an overall view of the chair, see American Art: Furniture, Painting, and Silver in the Bayou Bend Collection (Houston, 1974), no. 89.
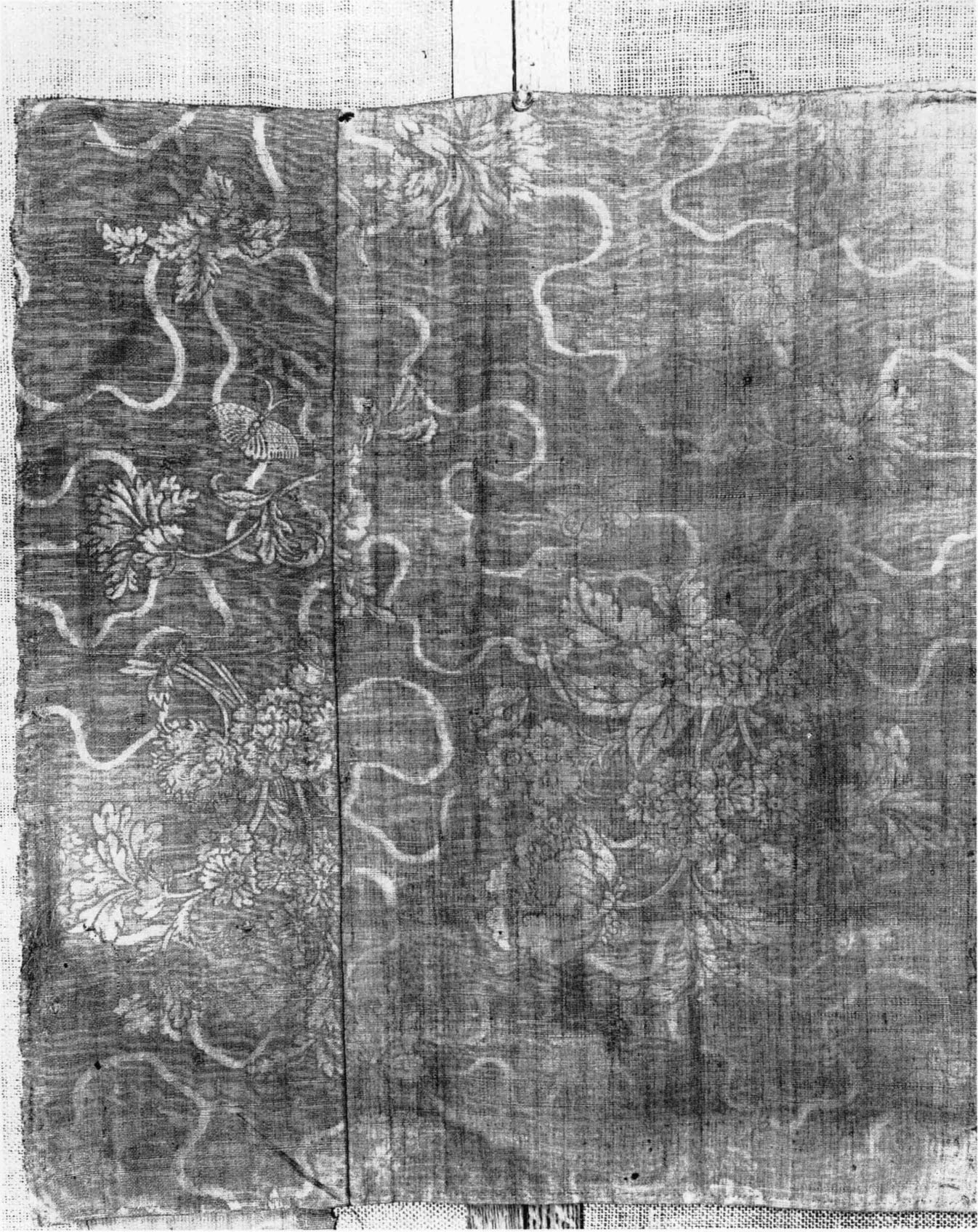
27. Fragment of a Bed Curtain. Salem or Boston, c. 1750–1770. English harrateen or moreen. (Essex Institute, Salem, Massachusetts.) According to family tradition, this curtain was owned by Daniel and Sarah Saunders of Salem who were married in 1770.
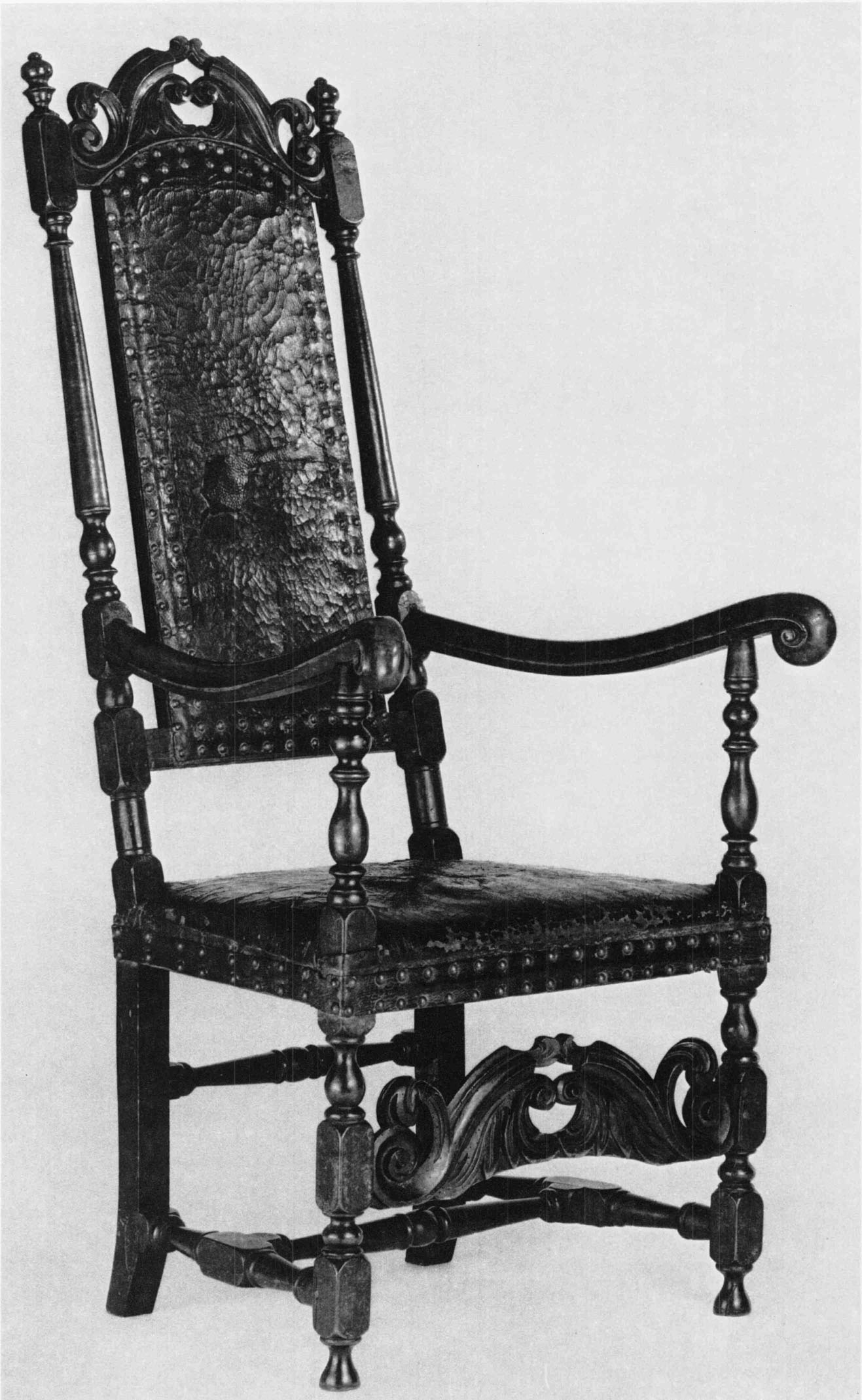
28. Armchair. Boston area, c. 1710–1725. Maple, red oak, and Russian leather (original); h. 35⅛ inches, w. 24 inches, d. 27½ inches. (The Henry Francis du Pont Winterthur Museum.) Chairs covered with Russian leather were often sold by Thomas Fitch before 1725.
Today it is difficult to distinguish between these two fabrics. They are part of a group of heavy worsteds which include camlet and moreen. During the eighteenth century both were often decorated with watering, waving, and figuring (figs. 20 and 25). In watering, the cloth received a special preparation with water and then was passed under a hot press to give a smooth and glossy surface. Waving was done by rolling the cloth under an embossed cylinder to create a rippling design. Figuring was simply the stamping of flowers and figures onto the fabric by means of hot irons.64 These impressed patterns can easily be seen on the back of an easy chair at Bayou Bend (fig. 26) and on a fragment of a bed curtain at the Essex Institute (fig. 27). Both examples are red or crimson, the most common color named by Grant; blue, green, and yellow followed in popularity.
Boston upholsterers often covered their chairs in leather. Fitch and Grant used Russian and New England leather. The first, imported into this country through England, was common during the early years of the eighteenth century, but by 1725 had become difficult to obtain. On June 26, 1727, Fitch wrote to a Colonel Coddington in Massachusetts that he had “no Rushia leather Chairs nor other, nor Leather to make them of. Russhia Leather is so very high at home that It wont answer, If I had any they would Certainly be att Your Service. I think Mr Downs has New England red Leather, but there’s no Rushia in Town.”65
After 1730 Boston craftsmen turned primarily to New England leather. This material was usually made of seal or goat skins. Grant imported hundreds of seal skins which he sold to Joseph Calef, a local tanner. The skins were dyed black or red, cut into the shape of chair seats, and returned to Grant.
The account books of Thomas Fitch and Samuel Grant are most helpful in describing the styles of chairs made in Boston between 1720 and 1740. On May 4, 1720, Fitch charged Isaac Lopez £16:2:0 for “12 carvd Russhia Leather chairs & 1 elbow [chair].”66 The reference to carving suggests that these were in the William and Mary style. The large elbow chair may have been similar to an armchair in the Winterthur Museum which still retains its Russian leather upholstery (fig. 28). In 1724 Fitch began to sell crooked-back leather chairs without carving. These chairs, probably resembling a pair in a private collection (fig. 29), were often called Boston chairs and remained popular items for export during the following two decades.

29. Pair of Side Chairs. Boston area, c. 1710–1750. Maple, oak, and leather (original); h. 44⅝ inches, w. 18¾ inches, d. 15 inches. (Private collection, Milwaukee, Wisconsin: photo, Ginsburg and Levy, Inc., New York City.) Chairs of this type were sold by Thomas Fitch after 1724.
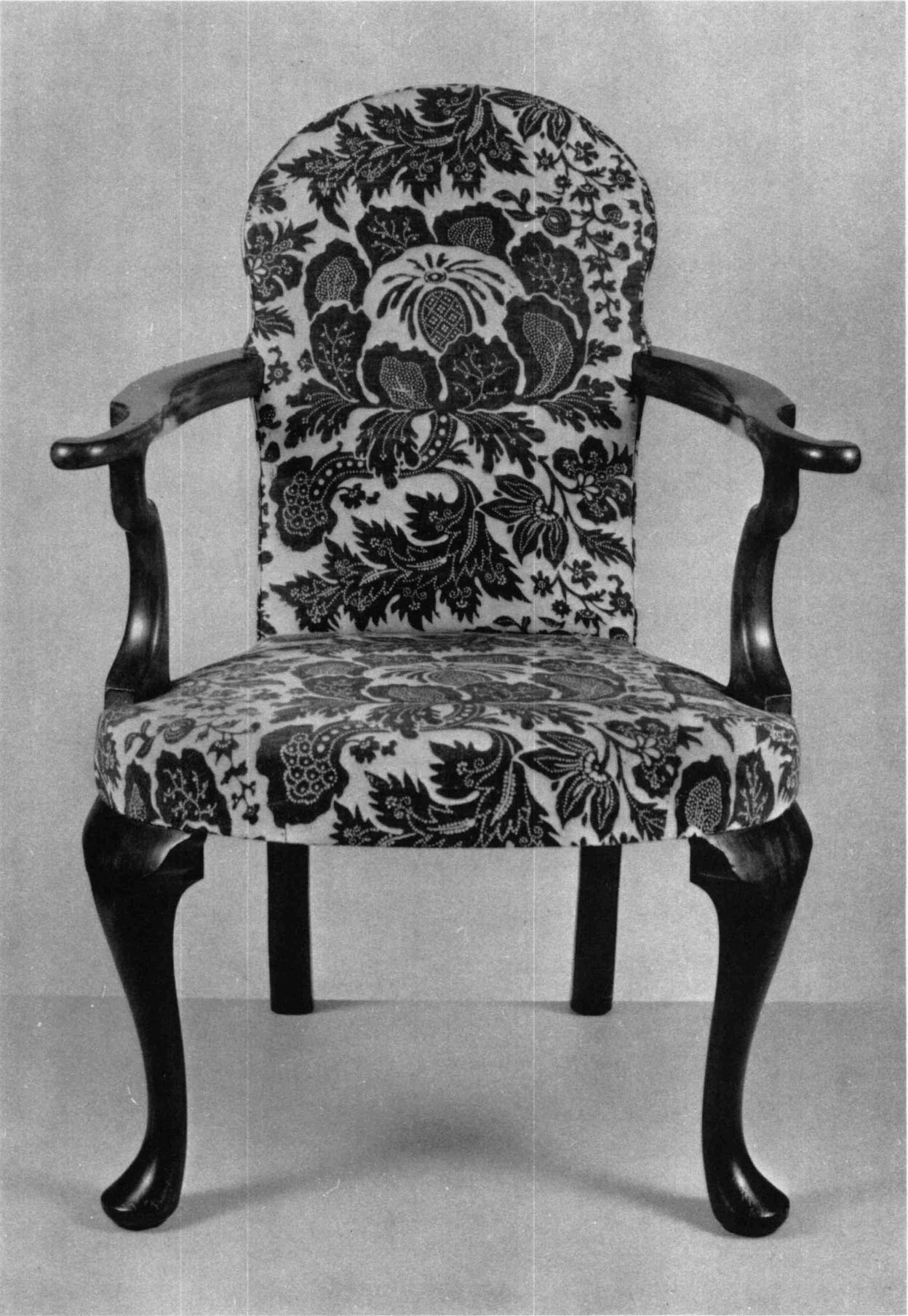
30. Armchair. New York, c. 1730–1750. Walnut and linen (not original); h. 36 inches, w. 26¼ inches, d. 23 inches. (The Henry Francis du Pont Winterthur Museum.) This chair descended in the Tibbits family of New York. Chairs with similar round seats were sold by Samuel Grant in 1729.
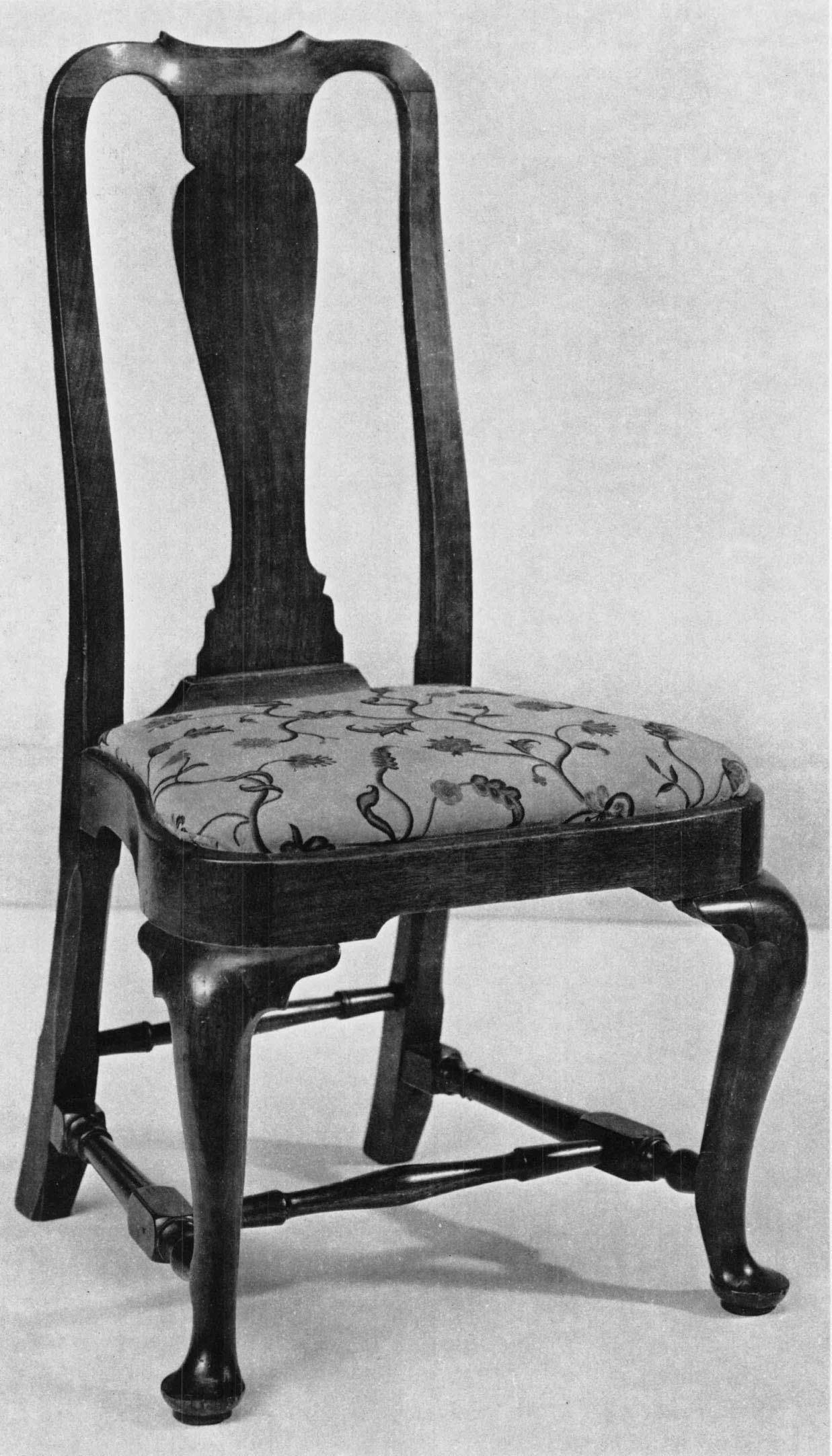
Furniture in the Queen Anne style was introduced during the late 1720s. On October 14, 1729, Grant sold an upholstered chair of red cheyney, described as “New fashion round seat.”67 Such a chair was probably related in form to an example attributed to New York (fig. 30). The round seat reflected an increasing emphasis on the curved line, a chief characteristic of the new style. In 1730 Grant recorded the sale of a couch frame with “horsebone feet.”68 Apparently the term referred to a cabriole leg, perhaps with a notch near the bottom of the back of the leg resembling the indentation just above a horse’s hoof.69 On January 22, 1732, Grant charged the mercantile firm of Clark and Kilby £12 for “6 Leath Chairs maple frames hosbone round feet & Cusn Seats.”70 These chairs presumably had cabriole legs, pad feet, and slip seats. It seems likely that they also had straight stiles, curved crest rails, and vase-shaped splats or banisters, as they were often called. Grant, in April, 1732, billed John Breck, a cooper in the North End, for “8 Leathr Chairs horsebone feet & banist[er] backs.”71 Such chairs, no doubt, resembled one illustrated in a portrait of Mrs. Andrew Oliver and Son (fig. 31) by John Smibert. This important painting of the daughter of Thomas Fitch was completed only two months after Grant first mentioned the term “banister.”
Many examples of these Queen Anne chairs have survived. One with a history of ownership in the Boston area (fig. 32) is related in the shaping of the crest rail to Mrs. Oliver’s chair. In later versions of the form, the crest dips in the center to form a yoke (fig. 33).
Between 1732 and 1740 Grant continued to produce leather-backed William and Mary chairs, upholstered armchairs with cheyney and harrateen coverings, and Queen Anne chairs with solid splats. Occasionally embellishments were added to these forms. In 1733 Grant sold some chairs with claw feet. A year later he first produced ones with compass-shaped seats (fig. 34). Throughout the later period, however, he presented no radical changes in style, evidence of the continued popularity of earlier forms in Boston.

31. Mrs. Andrew Oliver and Son. Painted by John Smibert, Boston, 1732. Oil on canvas; h. 50½ inches, w. 40½ inches (excluding frame). (Collection of Andrew Oliver, Jr., Daniel Oliver, and Ruth F. O. Evans: photo, Frick Art Reference Library.)
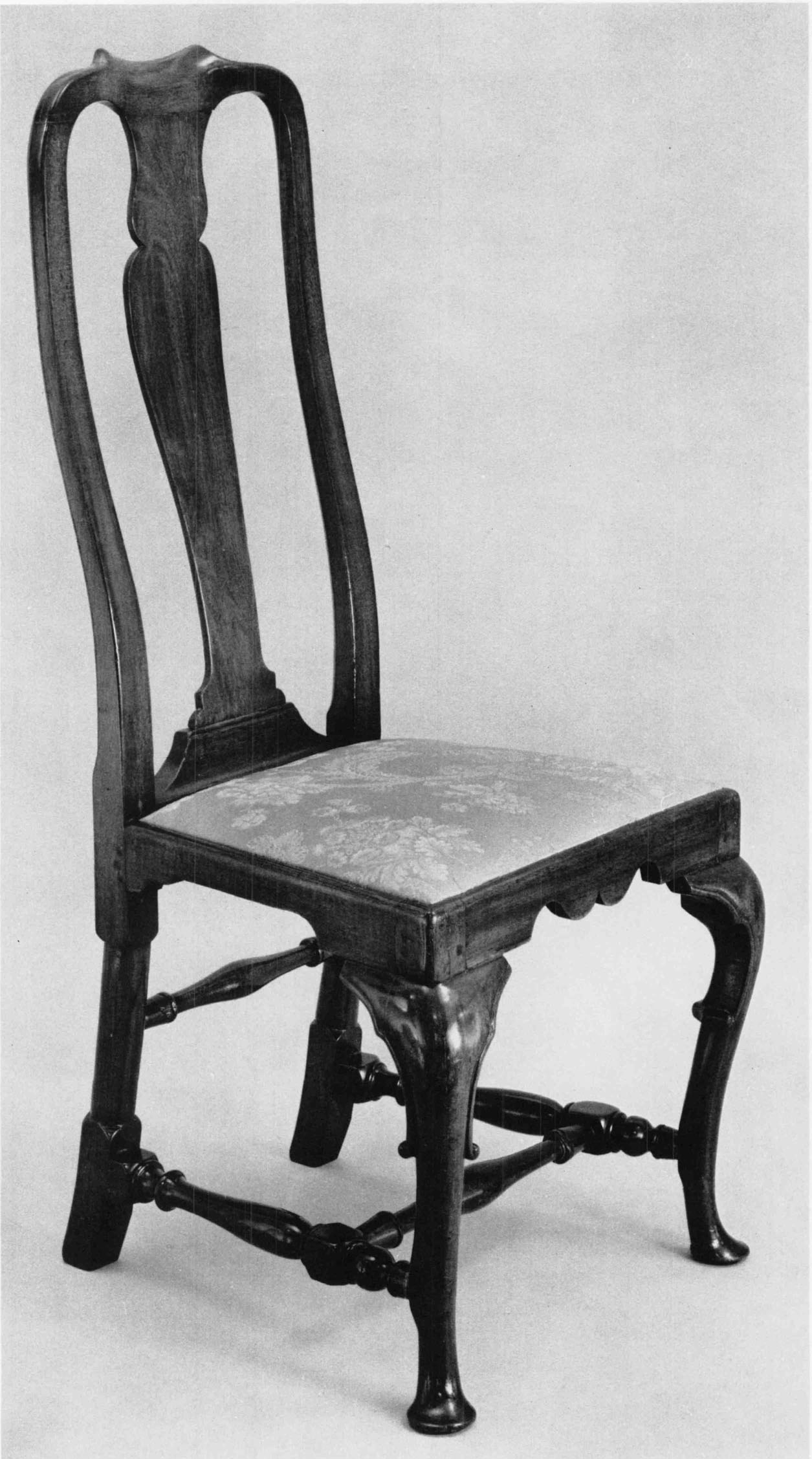
32. Side Chair. Boston area, c. 1730–1750. Walnut and maple; h. 44½ inches, w. 19¼ inches, d. 21½ inches. (The Bayou Bend Collection of the Museum of Fine Arts, Houston.) This chair is identical to one in a private collection with a history of ownership in the Boston area.

33. Side Chair. Boston, c. 1735–1760. Walnut; h. 40⅜ inches, w. 20⅜ inches, d. 16½ inches. (Museum of Fine Arts, Boston, Gift of Mr. and Mrs. Henry Herbert Edes, 36.21.) According to family tradition, this chair was owned by John Leach (1724–1799) of Boston.
34. Side Chair. Boston area, c. 1735–1760. Walnut and maple; h. 39¾ inches, w. 21½ inches, d. 16¼ inches. (Yale University Art Gallery, Mabel Brady Garvan Collection.) According to family tradition, this chair was owned by Edward Holyoke, President of Harvard College from 1737 to 1769.
This survey has focussed on Boston furniture craftsmen of the early eighteenth century and the objects they produced. In an industry with hundreds of workmen, many practiced specialized professions. Japanners, for example, were able to concentrate on the decoration of furniture and looking glasses, a very sophisticated specialty which required a large and wealthy clientele. No other city offered similar opportunities for specialization. Furthermore, as the Holmes accounts reveal, close contacts existed between rural and urban artisans in the Massachusetts Bay area, raising the question of how to discriminate between country and city cabinetwork. When men received materials from Boston, they may also have been given designs or patterns from their employer. Holmes provided sets of veneers to his workmen in Malden. These items, already cut into certain shapes, could easily have been used to build a standard chest or desk which differed little from Boston furniture. Perhaps with the discovery of more documented furniture from Boston and its environs, we may know how these rural examples compared with their urban counterparts.
The papers of Thomas Fitch and Samuel Grant attest to the importance of the upholsterer in colonial Boston. Both men supplied not only expensive and fashionable furnishings to wealthy patrons throughout Massachusetts but also cloth, metalwares, and a wide variety of other dry goods to shopkeepers and country traders. Their careers demonstrate the close connection between the merchant and upholstery trades. The study of eighteenth-century upholsterers, however, is just beginning. Much more data is needed on the less affluent workmen in Boston, Salem, Portsmouth, Newport, and other New England towns, before we can understand how Thomas Fitch and Samuel Grant compared in their craft activities and level of success with others in the upholstery trade.
Most importantly, this study has documented the genesis of the Queen Anne style in Boston. Grant first recorded the production of a chair with a round seat in 1729 and one with horsebone feet in 1732. In the same year, William Randle billed Nathaniel Holmes for japanning a pedimented high chest, the earliest reference to the new style in case furniture. The initial creations of horsebone feet and pedimented high chests were to flower in the following years into the sophisticated Queen Anne furniture for which Boston craftsmanship is famous.