· 19 ·
John Ellis and A. H. Davenport:
Furniture Manufacturing in East Cambridge, Massachusetts, 1850–1900
NANCY CARLISLE
For decades, furniture historians have mined archives around the country and across the ocean and examined centuries-old furniture in minute detail. They have uncovered rich and evocative information about the joiners’ and cabinetmakers’ craft from the seventeenth century through the early nineteenth. With a few notable exceptions, however, researchers have largely ignored the history of furnituremaking in the second half of the nineteenth century. Insofar as the period has been considered, a widespread belief has held that, in Massachusetts, the Boston furniture industry quickly waned as production moved to places like Leominster, Fitchburg, and especially Gardner. Although furniture production did expand exponentially in those areas, the truth is that Boston’s furniture industry remained strong. Indeed, the 1880 U.S. Census revealed that Boston was still the fifth largest furniture producer in the country, after New York, Chicago, Cincinnati, and Philadelphia.1
Manufacturing continued within Boston city limits, much of it clustered near the railroad in the North End, but many firms maintained retail space in Boston and moved their manufacturing to places where they could build efficient new buildings away from the city’s center. One such location was East Cambridge. The proximity to the retail market in Boston, as well as to a canal and train lines that brought lumber and materials in and shipped products out, made the location ideal.
With the growth of transportation networks, furniture companies around the country pushed to expand their markets. How did Boston furnituremakers thrive in the face of competition from factories in Gardner and Fitchburg, or those in Cincinnati and Grand Rapids? The experience of two companies, John A. Ellis (act. 1857–69) and A. H. Davenport (act. 1880–1914), both with factories in East Cambridge, suggests that in this period successful furniture manufacturers used new marketing techniques, formed partnerships with decorators and architects, and adapted new technologies to meet shifting demand.2
EAST CAMBRIDGE
Through the eighteenth century, the area that came to be known as East Cambridge was marshy farmland, accessible primarily by water and only during high tide. Beginning in 1795, an unsavory land speculator named Andrew Craigie stealthily bought up much of the farmland and salt marsh in what was then known as Lechmere Point. In a flurry of bitter debate, Craigie petitioned for and was eventually awarded the rights to build a toll bridge from Lechmere Point to Boston. The bridge opened in 1809.3
As soon as the bridge was under construction, Craigie put his landholdings in East Cambridge on the market and sold shares to a group of investors who formed the Lechmere Point Corporation. The new bridge and the shareholders’ backing enabled development to begin quickly. The 1810 view of Lechmere Point (fig. 1) from a Lechmere Point Corporation stock certificate shows the new bridge as well as the frames of five houses under construction to the right of an earlier farmhouse and barn. (On the hilltop to the right is Joseph Barrell’s mansion, designed by Charles Bulfinch, which would later become the McLean Asylum.) Members of the corporation hired Peter Tufts to lay out streets in a grid pattern, offered to help pay to construct a new Middlesex County courthouse and jail on prime property, and provided monetary incentives to new industries that promised to build there.4
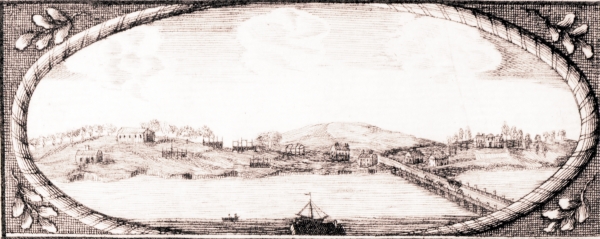
FIG. 1. View of East Cambridge on a stock certificate for the Lechmere Point Corporation, Cambridge, Mass., April 1, 1817. Historic New England.
East Cambridge grew quickly. The area provided cheap land with access to water. Initially, raw materials came in through the Middlesex Canal (1803) and before long through railroad lines (beginning in 1832). The proximity to Boston meant both a nearby market and an accessible labor force.
In 1813, the first company to purchase land for industrial purposes was the New England Porcelain and Glass Company. After a catastrophic fire, the company failed, but its buildings, tools, and materials were purchased by a group of speculators who founded the New England Glass Company which was to become one of the country’s premier producers of flint glass. By 1850, the glassworks employed more than two hundred workers and had three furnaces in continuous blast. The central chimney, built in 1850, was the tallest structure in the Boston area (fig. 2). Other glass companies soon set up factories nearby, producing bottles and window glass, in contrast to the fine tablewares of the New England Glass Co. By midcentury, glass manufactories were the largest employers in Cambridge. In the second half of the century, new companies began to compete, and meatpacking become the area’s largest industry. By 1890, the slaughterhouse of the John P. Squire Company occupied twenty-two acres and employed more than a thousand workers.5
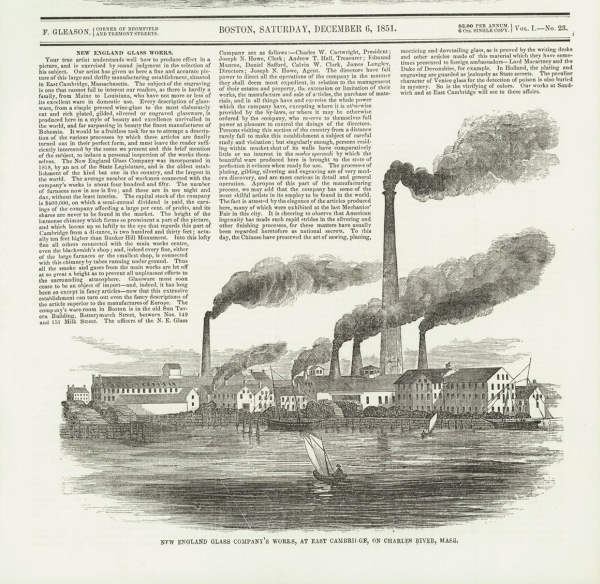
FIG. 2. “NEW ENGLAND GLASS COMPANY’S WORKS, AT EAST CAMBRIDGE, ON CHARLES RIVER, MASS.” From Gleason’s Pictorial Drawing-Room Companion, December 6, 1851. Cambridge Public Library.
Because of the glass companies’ exhaustive need for fuel, it wasn’t long before wood, coal, and lumberyards were established locally. These in turn drew cabinetmakers and eventually furniture manufacturers to the area, and by the last quarter of the century, East Cambridge was known for its large-scale production of high-quality furnishings. From around 1860, the housing boom that was taking place in Boston’s Back Bay and South End provided a substantial market for the region’s furniture producers.
JOHN A. ELLIS AND CO.
A number of cabinetmakers were working in East Cambridge, but John Ellis (ca. 1822–1869) was the first to establish a full-fledged factory in the area that would soon become known for its large-scale furniture production.6 Ellis was listed as a cabinetmaker living in East Cambridge in the 1850 census. His name appears in Cambridge city directories beginning in 1851, when he was listed as a cabinetmaker working on Gore Street. In these early years he was no doubt working in a traditional shop, perhaps with a few journeymen joining him as needed.
Evidence of Ellis’s ambition appears in ads he placed in the Cambridge Chronicle in 1858, in which he boasted that he had recently leased a planing mill and could provide planing, sawing, and turning of all types, as well as scroll and fret sawing. He also offered rosewood, mahogany, and walnut doors made to order, and he had kiln-dried lumber available. At a time when new houses in Boston’s Back Bay and South End were under construction, Ellis’s timing was fortunate. The need for architectural features and furnishings would soon be enormous.
Within the year, Ellis received a prestigious commission from the state of Vermont to supply the carved and painted coat of arms for the Senate chamber of the newly rebuilt Vermont statehouse in Montpelier. He was paid the princely sum of $211.50, a remarkable amount given that the desks in the building cost only $20 each. His most elaborate piece for the statehouse was the carved walnut and mahogany desk made for the Senate president (fig. 3).7 Carving of this type still required highly skilled labor, so either Ellis had significant hand skills or he employed someone who did.

FIG. 3. Senate president’s desk, John A. Ellis (ca. 1822–1869) & Co., East Cambridge, Mass., ca. 1859. Black walnut, mahogany; h 50, w 78, d 39. Vermont State House, Montpelier. Photo, Jeb Wallace-Brodeur.
The 1860 census documents the business’s astounding growth, describing John A. Ellis and Company as employing a hundred workers in a steam-powered shop. Ellis was in the vanguard. He was one of only seven employers of any type who employed more than one hundred workers. Even twenty years later, only ten of 159 furniture companies in Boston employed more than fifty people, and only 35 percent of Boston’s furniture manufacturers used steam power.8 As a furniture “manufacturer,” Ellis was almost certainly no longer involved in making furniture; instead, he ran a company and employed craftsmen who produced well-made pieces in the latest style (fig. 4).

FIG. 4. Dressing bureau with cheval mirror, John A. Ellis & Co., East Cambridge, Mass., ca. 1860. Black walnut, bird’s-eye maple, mahogany, white pine, yellow poplar; h 84¾, w 57⅜, d 21¾. Historic New England; Museum purchase (2012.28.2). Ellis’s paper label is pasted on the back of a related chest of drawers (acc. no. 2012.28.3).
Some furniture historians and collectors believe that the introduction of steam power to furniture production meant the end of the craft. The belief that industrialization destroyed both the design and the quality of American furniture is based on two myths. The first is that, prior to the rise of steam-powered industry, the traditional craftsman worked in a vacuum, by himself, turning out individual furniture items, which in the best examples were artistic masterpieces. Instead, as we know, even extraordinary craftsmen like Benjamin Frothingham and John and Thomas Seymour borrowed designs wherever they could find them, depended on apprentices and journeymen to turn out much of the work they sold, and bought pieces from turners, carvers, and other cabinetmakers to fill out their inventory.
The second myth is that industrialization marked the end of traditional cabinetmaking practices. In fact, the early use of steam-powered machinery in furniture production had a limited impact on furniture. These early machines were most useful for tasks that would be performed again and again, such as cutting boards to uniform sizes. Machinery that needed to do one-time delicate work before being rejigged was inefficient and often too expensive to maintain. Indeed, an 1868 description of Ellis’s manufactory describes the types of machines best suited to steam power: circular saws and planers.9 These machines replaced the unskilled labor required to cut down and smooth boards.
In A Treatise on the Construction and Operation of Wood-Working Machines (1872), John Richards describes exactly these types of machines as best suited to steam power: “the operations in which machinery effects the greatest saving, are those where much power can be used, where long cutting edges can be applied, and where few adjustments are needed along the progress of work.”10 Thus the labor saving is in the work formerly accomplished by the least skilled workers. Carving and finishing still required the efforts of highly trained craftsmen.
In 1861, Ellis’s ads in the Cambridge Chronicle are for John A. Ellis and Company and note that the company could provide chestnut, walnut, and oak bookcases, newel posts, and stairs as well as kiln-dried hardwood. His partners are listed as J. E. and J. T. Hazelton, formerly of the furniture manufacturing company Doe, Hazelton. Doe, Hazelton Co. sent a carved ebony table to the Crystal Palace Exhibition of 1851 and in 1857 supplied 262 Senate desks designed by Thomas U. Walter for the U.S. Capitol. As successful and accomplished furniture manufacturers, the Hazeltons’ partnership with Ellis, under Ellis’s name, suggests how highly regarded he must have been as a businessman. Indeed, R. G. Dun and Company (a predecessor to Dun and Bradstreet), which investigated individuals’ credit worthiness, was impressed by Ellis. As early as 1859, the Dun Credit Report noted that Ellis’s company was doing well running a planing mill formerly operated by Doe, Hazleton Co. and that Ellis himself was purported to be a “smart” businessman. In 1867, the credit agency again praised Ellis’s company, saying that its wares were among the best in the city, and therefore it was doing well financially.11
The reputation of Ellis’s company reached beyond the Boston area. Ellis received a major commission in 1865 to furnish the mansion then under construction for the Park family in North Bennington, Vermont. Surviving correspondence between Ellis and Mrs. Park discusses, among other topics, the choice of carpeting for the hallways. In addition to advising on floor coverings, Ellis supplied $3,000 worth of furniture, including a labeled bedroom suite for the master bedroom, and he almost certainly provided some of the fixtures, such as the built-in bookcase in the library (fig. 5).12 At a time when a bedstead and springs cost about $65 and a bureau about $55, the money that Ellis was paid would have accounted for the bulk of the home’s furnishings.
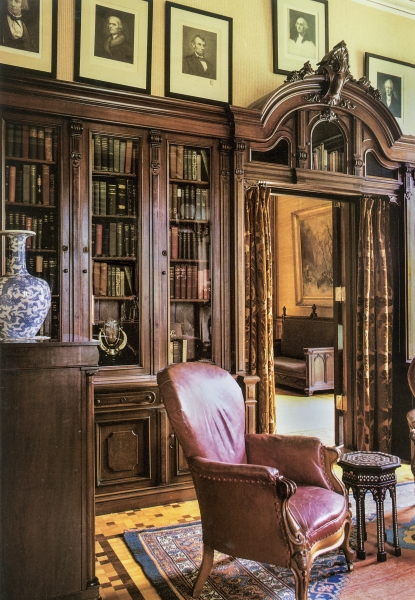
FIG. 5. Library bookcases, attributed to John A. Ellis & Co., East Cambridge, Mass., ca. 1865. Black walnut; dimensions not recorded. Historic Park-McCullough House, North Bennington, Vermont.
In 1868, Ellis advertised as a manufacturer of “first class” furniture as well as mantels and mirrors. His company also made draperies, curtains, and shades. Ellis’s factory in East Cambridge comprised a series of buildings on Gore Street on the block between Fifth and Sixth Streets, unpleasantly close to the Squire slaughterhouse (fig. 6). An 1868 article in the Cambridge Chronicle describes the complex, including a stable and a yard on the far side of Sixth Street where “several hundred thousand foot” of wood was stored, most of it black walnut. Across the street, below Sixth, was the factory building that contained the machinery and most of the cabinetmakers. According to the Chronicle: “Here may be heard all day long, the drone of the circular saw and the buzz of the planer; and the little toothed bits of iron, called not inappropriately, ‘jig saws,’ bob merrily as they eat their way through the wood, dancing certainly to some purpose.” Nearby was the drying house, where wood that had already been seasoned for one or two years was placed in a kiln and kept at 150 degrees for two or three months before it was ready for use.13
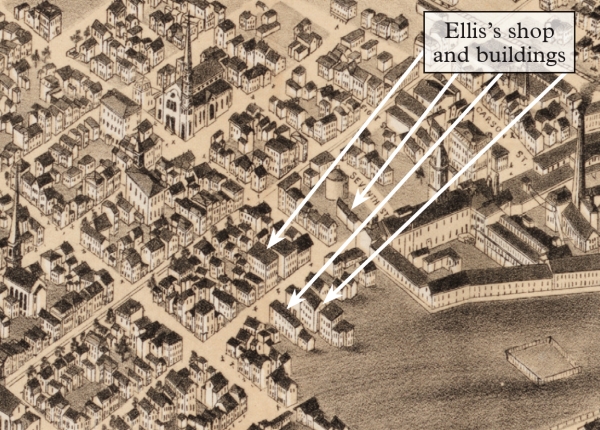
FIG. 6. Detail of View of East Cambridge, Mass., 1879, published by O. H. Bailey and J. C. Hazen, 1879. Lithograph; h 17¾, w 24⅜. Norman B. Leventhal Map Center at the Boston Public Library. The arrows mark the approximate location of Ellis’s factory and other buildings.
Across the street were two buildings, the first, a three-story structure used for finishing, upholstering, and packing. The second building, also three stories, contained the warerooms. Much of Ellis’s business was made to order, but the company also kept a large stock for ready sale. In addition to the furniture showrooms, this building contained the counting room and the rooms of the company’s designer, Victor Charmois, of Paris. According to the Chronicle, M. Charmois created designs for furniture, bookcases, and chimneypieces and consulted on colors and patterns of curtains: “the result of his labor is to be seen in some of the grandest mansions in New England.”14
The description suggests a new model for a furniture company, one that combined manufacturing of all sorts with design services. In 1865, Ellis was advising on carpet choices for Mrs. Park in North Bennington. By 1868, he had hired a designer from Paris, no doubt instantly increasing the prestige of his firm. Such a hire was one way that Ellis sought to distance himself from other furniture companies. He was in direct competition with longer-established shops in Boston as well as with furniture companies cropping up around Gardner and those shipping inexpensive goods from the Midwest. In response, Ellis created his own trade catalogue. But his version, apparently done around 1861, was fundamentally new. It is certainly one of the first—and maybe the earliest—surviving photographic trade catalogues in America (fig. 7).15 The first image shows the work of Ellis’s highly skilled carvers: the desk of the Vermont Senate president (fig. 8; see also fig. 3). But it is telling that much of what Ellis advertised in his photographic trade catalogue was not the result of handcraftsmanship that we value today, but the product of machinery—particularly those pieces that featured elements made on his steam-powered jigsaws (fig. 9). Ellis has all the hallmarks of a technology geek. He must have loved the novelty represented by these jigsaw-embellished pieces.
FIG. 7. Designs for Furniture. John A. Ellis & Co., Manufacturers of All Kinds of Furniture, East Cambridge, Mass. U.S.A., ca. 1861. Historic New England. This trade catalogue is one of the earliest, if not the earliest, in the United States to use photographic illustrations.

FIG. 8. Vermont Senate president’s desk, no. 1 in the trade catalogue in fig. 7.

FIG. 9. Étagère, no. 10 in the trade catalogue in fig. 7.
In trying to succeed in an increasingly competitive market, Ellis determined that mechanization would be his surest route to success. That a simple cabinetmaker was able within nine years to establish a steam-powered factory employing a hundred workers is the mark of both an entrepreneur and a man drawn to technology. In Ellis’s case, that innovative technology included photography and the jigsaw.
Ellis’s growing success, marked by the 1868 Cambridge Chronicle article that featured his company, was soon followed by tragedy. In November of that year Ellis’s wife died, followed in December by their only son. Within four months Ellis himself, only forty-seven years old, was dead as well.16 After his death in 1869, the company was sold to former partners, who ran it for a few years before going out of business, victims almost certainly of the Panic of 1873 and the financial crisis that followed.
A. H. DAVENPORT
Founded in 1880, the A. H. Davenport Company became one of the nation’s premier producers of expensive Gilded Age furniture. In partnership with such architects as H. H. Richardson, McKim, Mead and White, Richard Morris Hunt, and Peabody and Stearns, the Davenport Company furnished ornate mansions, elite clubs, marble-floored banks, and some of the country’s most beautiful libraries.
Albert Davenport was born and raised in Malden, Massachusetts, the son of a milk dealer (fig. 10). He began his working life as a clerk, and by the time he died he had amassed a fortune valued at more than a million dollars.17 He may well have given his name to the Davenport sofa. Although there is no proof that davenports were named after the Davenport Company, the fact that the first references to davenport sofas appear in American newspaper ads in the 1890s, a time when the company was flourishing, suggests a link.18

FIG. 10. Albert H. Davenport, Boston, ca. 1900. Oil on canvas; h 29½, w 24¼. Davenport Memorial Home, Malden, Massachusetts. Photo, Gavin Ashworth.
Davenport’s introduction to the furniture industry came in 1866, when he went to work as a clerk for Ezra Brabrook’s furniture company in Boston. Davenport was evidently a young man of uncommon business skill. Within seven years, when Davenport was only twenty-eight years old, the furniture company’s owner wrote a will that, upon his death, entrusted Davenport to run the business. Within a few years Davenport became chief clerk and manager, positions he held until Brabrook’s death in 1880, after which Davenport found financial backers whose support enabled him to purchase the company.19
By the time Davenport became owner, Brabrook’s enterprise was already a success. The Malden newspaper announced the purchase and commented that the company was doing more than half a million dollars in business per year. It also described the Boston showrooms as “magnificent” and “colossal,” with “a splendid marble staircase . . . lead[ing] from floor to floor.”20 No interior image of the Brabrook Company is known, but a contemporary view of the Paine Furniture Company building in Boston gives a sense of what it must have looked like, with showrooms and manufacturing in the same building and a magnificent staircase leading up from the first floor (fig. 11).21
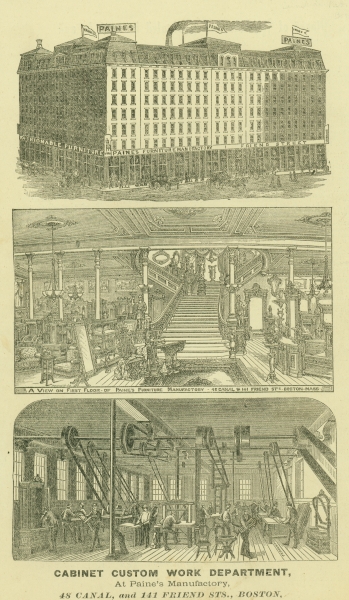
FIG. 11. Advertisement, Paine’s Furniture Manufactory, Boston, 1870–90. Historic New England.
Within the first year of the renamed A. H. Davenport Company, the new owner was already working with such leading architects as Peabody and Stearns to make furniture for the Union League Club of New York.22 By 1881, the company’s reputation had spread nationwide and as far as the Pacific, where King Kalakaua of Hawai’i ordered 225 pieces of furniture for the Iolani Palace, then under construction. The Dun Credit Report recorded that Davenport was “doing more business under less expense than his predecessor.” Early balance sheets document the transformation. In 1881, one year after Davenport assumed control of the business, stock on hand included $47,167 worth of furniture and $126,295 in draperies, carpet, and wallpaper. Three years later the situation was reversed, with $175,662 in furniture and only $46,950 in draperies, carpet, and wallpaper. The ledgers reflected the change, with a balance against debt of $62,172 in 1881 and $171,818 in 1884. The Dun report approved the change, noting that closing the carpet business, which had been losing money, and selling off stock enabled Davenport to raise capital and pay off his loans.23
In January 1883, Davenport’s North End factory burned at a total loss, causing delivery delays because much of what was destroyed was “hand work from special designs which are also destroyed.”24 Insurance covered the loss, but instead of rebuilding, Davenport purchased the East Cambridge manufactory of the bankrupt Holmes Furniture Company and moved production there. He maintained a showroom in Boston and, in 1884, opened a store in New York. The same year also marked the first of many projects with H. H. Richardson, with Davenport supplying furniture for Richardson’s Albany court of appeals and the Billings Library at the University of Vermont. The next year, Davenport again provided furniture for a Richardson building, this time the Converse Library in Davenport’s hometown of Malden (figs. 12, 13).
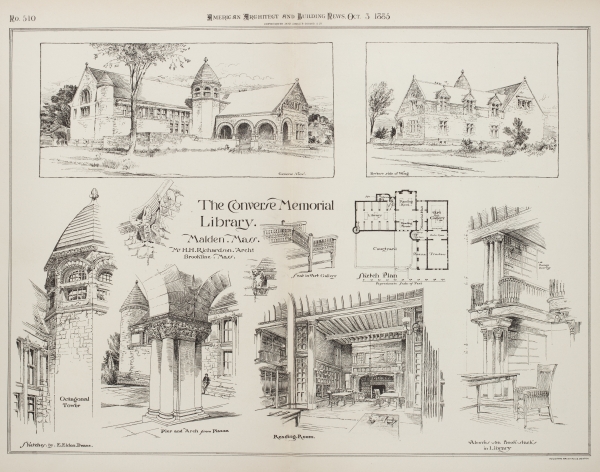
FIG. 12. “The Converse Memorial Library. Malden, Mass. Mr H. H. Richardson. Archt. Brookline, Mass.,” sketches drawn by E. Eldon Deane (1851–1919). From American Architect and Building News 18 (October 3, 1885), pl. 510. Historic New England.

FIG. 13. Bench, A. H. Davenport Co., Boston and East Cambridge, Mass., 1885. Oak; h 30¾, w 122, d 42¾. Malden Public Library Art Collection, Malden, Massachusetts. Photo, Gavin Ashworth. A portion of this bench can be seen in the center of the drawing above (fig. 12).
The early work with Richardson brought Davenport in contact with the person who would become his most important collaborator. Francis Bacon was employed as a draftsman in Richardson’s office in 1884 and began working for Davenport as chief designer in 1885 (fig. 14). Trained as an architect at Massachusetts Institute of Technology, Bacon had also worked for McKim, Mead and White and as a designer for Herter Brothers in New York. Although he had worked as an architect and as a classical archaeologist, Bacon committed the remainder of his professional life to designing furniture. As a colleague later explained: “He devoted himself to furniture because he felt well-designed furnishings were as important as well-designed buildings.”25 Bacon demurred, noting that he switched because he needed the money: “After a few months [with Richardson] I saw the long road ahead before I could become financially independent in architecture, so having had a taste of furniture and interiors with Herter, I got an introduction to A. H. Davenport and entered his employ, abandoned architecture for the decorating and furniture business.”26
FIG. 14. Marble Lekythos in Patissia Museum, Athens, for “Log of the Dorian,” Francis H. Bacon (1856–1940), Greece, 1879, MIT Libraries, Institute Archives and Special Collections (MC0394). Bacon sketched this scene during a trip to study Greek temples and later appended it to the 1894 transcription of his original travel journal.
Very soon after he was hired, Bacon announced to the architectural world that he had joined the staff of A. H. Davenport by placing an advertisement showing his “Furniture Sketches” in the American Architect and Building News. The ad demonstrates Bacon’s characteristic attention to detail not only showcasing the furniture but also suggesting the artistic settings for the pieces (fig. 15).
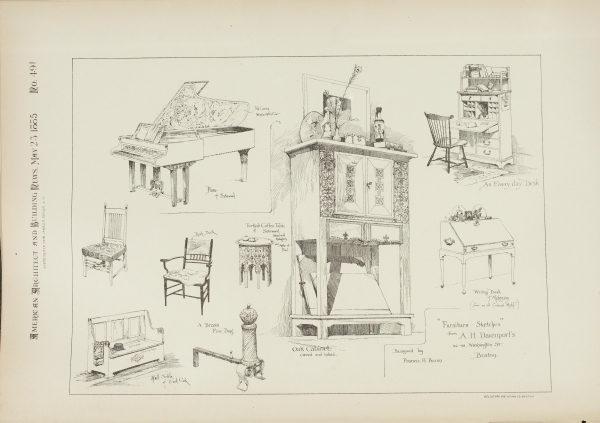
FIG. 15. “‘Furniture sketches,’ from A. H. Davenport’s, 96–98 Washington St. Boston,” designed by Francis H. Bacon. From American Architect and Building News 17 (May 23, 1885), pl. 491. Historic New England.
One of A. H. Davenport’s major commissions after Bacon joined the company was for the furnishings of Richardson’s Glessner House in Chicago. A design drawing by Bacon survives for a writing table carved with Frances Glessner’s initials.27 The show-stopping piece is an extraordinary 1887 Steinway piano with a case designed by Bacon for Mrs. Glessner, an accomplished musician (fig. 16).

FIG. 16. Piano, Steinway & Sons, case designed by Francis H. Bacon and made by A. H. Davenport Co., Boston and East Cambridge, Mass., 1887. Mahogany, walnut, birch, mother-of-pearl inlay; h 39½, w 60½, d 90. Glessner House Museum, Chicago, Illinois.
It is difficult to know how the design of furniture for a Richardson building developed. Richardson’s biographer James O’Gorman makes a compelling case that there may be no creative endeavor more collaborative than architecture where the architect is dependent on client, draftsman, and builder to realize his vision.28 Although it seems clear that Richardson was interested in all aspects of a building project, from the exterior to the interior finishes, lighting, drapery, and furniture, it is less evident to what degree he influenced the design details. John J. Glessner recalled his final meeting with Richardson before the architect’s death three weeks later, during which Richardson implied that he was prepared to leave the design of the family’s furniture to others: “He marked in the drawings the place for the lighting fixtures, and, turning to me said: ‘There, Mr. Glessner, if I were to live 5 years longer, that is the last thing I would do on your house; my part is finished.’”29
Instead, the responsibility for the design of Glessner’s furniture was shared between Bacon and one of Richardson’s chief assistants, Charles A. Coolidge. According to Glessner, Coolidge provided the designs for the dining room table and chairs while Bacon designed the furniture for the drawing room. In both cases the designs were executed by A. H. Davenport. Bacon also supplied the designs for several sets of bedroom furniture. Other pieces were purchased in Paris or made by Herter Brothers of New York, and a few pieces designed by Isaac Scott were brought from the Glessners’ old house.30
To mark the success of his company and cement his relationship with his hometown, in 1891–92 Davenport built an impressive family home in the center of Malden, adjacent to the H. H. Richardson library. No doubt intended, at least in part, to advertise his company’s wares, the house was filled with A. H. Davenport Company furniture. High-end interior design at the end of the nineteenth century embraced eclecticism, and the furnishings of the Davenport home reflect that aesthetic and showcase the extraordinary range of styles the company could produce (fig. 17).31 Other major commissions in the 1890s included Richard Morris Hunt’s Breakers in Newport, Rhode Island; Biltmore Estate in Asheville, North Carolina; and the Rhode Island statehouse and Boston Public Library, both designed by McKim, Mead and White.

FIG. 17. Central hall, A. H. Davenport house. Photo, 1892. Davenport Memorial Home, Malden, Massachusetts. Copy photo, Gavin Ashworth.
The McKim, Mead and White papers at the New-York Historical Society provide rich information about the collaboration between the architects and furnituremakers, specifically Davenport’s competition for commissions with the best furnituremakers in the country. For the 1899 design and construction of the University Club in New York, Davenport presented bids for all the furniture as well as the woodwork for the building but was awarded only a portion of commission. His company made the furniture for the main lounge but not for the main dining room. That contract went to the New York furniture company T. D. Wadelton. Herter Brothers of New York fabricated all the woodwork and plasterwork and supplied the curtains and portières. The architects were not always looking for the least expensive bids. They rejected Davenport’s initial proposal for furnishings for the lounging room, which totaled $3,760, in favor of a revised bid that included more expensive materials and additional upholstered chairs, totaling $6,680.32
One of Davenport’s most important collaborations with McKim, Mead and White was the 1902 restoration of the White House. (In 1895, during the Cleveland administration, Davenport had supplied a set of four sofas and two easy chairs for the White House.33) In addition to providing furnishings for several public rooms, the Davenport Company furnished many of the private rooms. Years later the company’s successor boasted that more than two hundred pieces of Davenport furniture were still in use there.34 The White House commission was substantial, but Davenport was still in competition with New York companies such as Marcotte, who created furnishings for the East Room and Blue Room, among others, and Herter Brothers, who fabricated the wooden paneling in the dining room. A Michigan congressman lobbied President and Mrs. Roosevelt to choose furniture manufactured in Grand Rapids, but when the Roosevelts suggested this idea to McKim, Mead and White, the architects prevaricated, choosing instead to hire East Coast companies they already worked with.35
The McKim, Mead and White papers make clear that the process of choosing interior furnishings for their architectural projects was often collaborative. For instance, the working drawing of the chairs for the White House dining room appears to indicate they were designed by Francis Bacon and approved by the architects (fig. 18). The architects took a more active role in the design of the room’s three console tables, which were based on an Italian table that belonged to Stanford White. The architect’s sketch on company letterhead of “Mr. White’s sideboard” shows a rough suggestion for the necessary revisions. Bacon then turned the sketch into a more fully realized drawing that could be used by Davenport cabinetmakers once the architects signed off (figs. 19, 20).
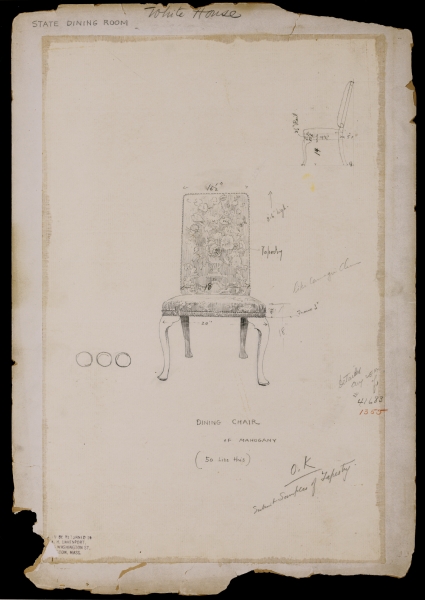
FIG. 18. “DINING CHAIR OF MAHOGANY (50 Like this),” drawing by Francis H. Bacon for the White House State Dining Room, Boston, 1902. White House Historical Collection (White House Collection). Photo, Bruce White for the White House Historical Association. Bacon and A. H. Davenport Co. worked collaboratively with the architects McKim, Mead & White on the design of furniture for the White House.
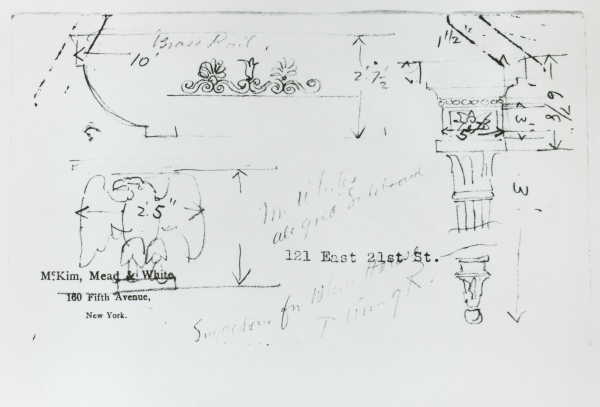
FIG. 19. “Mr. White’s All Gilt Sideboard,” sketches possibly by Francis H. Bacon of McKim, Mead & White, for the White House State Dining Room, New York, ca. 1902. White House Historical Collection (White House Collection). Photo, Bruce White for the White House Historical Association. Guided by these sketches, Francis Bacon developed a final design that workmen at A. H. Davenport Co. could follow when constructing the table.

FIG. 20. Console table in the White House State Dining Room, designed by Francis H. Bacon, made by A. H. Davenport Co., Boston, 1902. Mahogany; h 44⅛, w 120⅛, d 31. White House Historical Collection (White House Collection) (1902.655.1). Photo, Bruce White for the White House Historical Association. The top of the center brace bears the stenciled label “MADE BY A. H. DAVENPORT / BOSTON, MASS.”
The correspondence about McKim, Mead and White’s 1904 plans for George Eastman’s house in Rochester, New York, further illuminates the working pattern between the architects and Davenport. A letter written by Eastman to the architects about lighting plans for the house mentions that he had received the drawings for the hall table and gilt mirror directly from the Davenport Company. In the same letter, Eastman notes: “I have written Mr. Bacon that I intend to give him the order for the billiard, reception and living rooms and as he is going to New York this week he will see you and get your criticisms on the designs as was proposed.”36
Of course, in most instances, the Davenport Company furniture designed by Bacon was made for individual clients or for stock, requiring no approval (fig. 21). Sometimes, the company made exact reproductions. For the dining room of the Pope family’s new mansion in Farmington, Connecticut (completed in 1901; now the Hill-Stead Museum), Davenport reproduced a federal-era cabinet the Popes had seen in Stanford White’s office in New York. A letter from Albert Davenport to William Mead asked permission to copy the color of the breakfront and borrow the finial so that it could be cast.37 Davenport also reproduced the dining table belonging to a friend of the Pope family, making it large enough to seat sixteen (fig. 22).38

FIG. 21. Chest, A. H. Davenport Co., Boston and East Cambridge, Mass., 1895–1905. Oak; h 28½, w 48, d 20. Private collection. Photo, Laura Wulf.

FIG. 22. Dining table, A. H. Davenport Co., Boston and East Cambridge, Mass., ca. 1900. Mahogany; h 29, w 54¼, d open 229. Alfred Atmore Pope Collection, Hill-Stead Museum, Farmington, Connecticut.
Davenport and Bacon each corresponded with the architects at the firm, usually writing to William Mead, who often served as project manager on building commissions. The letters suggest that Bacon was responsible for designs and working with architects, contractors, and clients while Davenport developed the bids and oversaw the fabrication, scheduling, and delivery of furnishings. In effect, Bacon was the creative director, and Davenport acted as head of operations and business manager.
Several factors played into A. H. Davenport Company’s success in a greatly expanding market, when furnituremakers not only around the corner but across the country were capable of supplying goods to consumers at any distance. Clearly Francis Bacon’s training and connections with architects, as well as his ability to work with clients, were significant assets. But most important was the company’s commitment to quality. Many of its designs are for substantial architectural furniture (figs. 23, 24), pieces that were impeccably made using both handcraftsmanship and power-driven machines to their best advantage.

FIG. 23. Design for “Large Table,” Francis H. Bacon, Boston, 1900–1905. Ink on paper; h 9, w 11. Private collection. Photo, Laura Wulf.

FIG. 24. Table, A. H. Davenport Co., Boston and East Cambridge, Mass., 1900–1910. Oak; h 30½, w 78, d 20. Private collection. Photo, Laura Wulf.
Aside from merely executing Bacon’s designs, the company devoted a keen attention to detail that carried through to the inside of case furniture—made possible, in part, by modern machinery’s ability to cut wood cleanly with dustboards, backboards, and tops made with panel construction (fig. 25). Even the inside of drawer fronts, unlikely to be seen, were veneered to match the drawer’s interior, and drawer stops were beautifully made with rounded edges to prevent snags. Signature pieces employed exquisite carving with beautiful dense walnut or mahogany, and occasionally with brass and beveled glass fittings (fig. 26). This is expensive Gilded Age furniture for a population with unprecedented wealth and deep appetites for showing off their new-found affluence. Many of the country’s richest clients looked to Davenport to furnish their homes.

FIG. 25. Chest, A. H. Davenport Co., Boston and East Cambridge, Mass., 1904. Oak; h 28½, w 48, d 20. Private collection. Photo, Laura Wulf. The chest was made for a home in Little Boar’s Head, N.H., designed in 1904 by William Rantoul for Margaret H. French.

FIG. 26. Hanging cabinet, attributed to A. H. Davenport Co., Boston and East Cambridge, Mass., 1880–95. Mahogany; h 55½, w 50, d 12. Private collection. Photo, Laura Wulf.
Albert Davenport died in 1906. Soon after, Francis Bacon wrote to his wife and described his employer’s “energy and forceful character”: “I miss [him] more than I can tell you.”39 Within two years, Bacon had left to form his own furniture company. For a time, Davenport’s executors ran the Davenport Company, but in 1914 it merged with Irving and Casson to form Irving and Casson–A. H. Davenport. The new company maintained the factory in East Cambridge, operated showrooms in Boston and New York, and continued the tradition of making high-quality furniture for private clients, banks, churches, and hotels.
THE LEGACY OF EAST CAMBRIDGE FURNITURE MANUFACTURING
John Ellis was the first cabinetmaker in East Cambridge to turn a traditional cabinetmaking shop into a furniture manufactory. His experience as an entrepreneur set the stage for the growth of the area as a major furniture center. The A. H. Davenport Company was based on a new model, headed not by a craftsman but by a businessman who worked in partnership with a talented designer and made furniture for Vanderbilts, presidents, and kings.
Unlike many such companies elsewhere, East Cambridge factories settled into making high-end pieces for businesses, churches, and well-to-do clients. Beginning in the 1930s, the market for high-end furniture waned, losing out to a growing market for expensive antiques and cheaper goods from the Midwest, South, and, eventually, outside the country. In 1974, Irving and Casson–A. H. Davenport closed its doors and went out of business.

1. Edward S. Cooke Jr., “The Boston Furniture Industry in 1880,” Old-Time New England 70 (1980): 83.
2. The authority on the history of East Cambridge is Susan E. Maycock, East Cambridge: Survey of Architectural History of Cambridge, rev. ed. (Cambridge: MIT Press, 1988). Very little has been written about John Ellis’s furniture company; see ibid., 191–92. Anne Farnam provided the best information about the A. H. Davenport Company in two articles written in the late 1970s: “A.H. Davenport and Company, Boston Furniture Makers,” Antiques 109, no. 5 (May 1976): 1048–55; and “H. H. Richardson and A. H. Davenport: Architecture and Furniture as Big Business in America’s Gilded Age,” in Tools and Technologies: America’s Wooden Age, ed. Paul B. Kebabian and William C. Lipke (Burlington: Robert Hull Fleming Museum, University of Vermont, 1979), 80–92. See also Anne Farnam, “The A. H. Davenport Company of Boston: Notes on the Upholsterer’s Trade in the Late-19th and Early 20th Centuries,” in Upholstery in America and Europe from the Seventeenth Century to World War I, ed. Edward S. Cooke Jr. (New York: W. W. Norton, 1987), 231–38.
3. Maycock, East Cambridge, 17–22.
4. Ibid., 22–26.
5. Ibid., 175–78, 202–3.
6. Ellis’s birth date can be presumed from his age re-corded in the 1850 and 1860 censuses. The date of his death appears in the records of the Putnam Masonic Lodge, East Cambridge, Mass.
7. Winslow Ames, “The Vermont Statehouse and Its Furniture,” Antiques 87, no. 2 (Aug. 1965): 201; Invoice, Blake and Davenport, to the state of Vermont, for furnishings for the statehouse, MsVtSP, 66:164, Vermont State Archives and Records Administration, Montpelier; Ellis Trade Catalogue, Historic New England, Boston (hereafter HNE). The Senate president’s desk is stamped “Blake and Davenport, Boston” and appears on the Blake and Davenport invoice to the state. However, the desk is the first item shown in Ellis’s trade catalogue and its construction mirrors that of labeled Ellis pieces. Blake and Davenport, who advertised as “manufacturers and dealers” in furniture, evidently acted as the suppliers to the statehouse, working with Ellis and likely others to fulfill the commission.
8. Maycock, East Cambridge, 191; Cooke, “Boston Furniture Industry,” 95.
9. Cambridge Chronicle, May 2, 1868, 2, col. 3.
10. Quoted in Michael J. Ettema, “Technological Innovation and Design Economics in Furniture Manufacture,” Winterthur Portfolio 16, nos. 2/3 (Summer/Autumn 1981): 20.
11. Massachusetts, vol. 49, pp. 178, 293, R. G. Dun & Co. Credit Report Volumes, Baker Library, Harvard Business School (hereafter Dun & Co. Credit Report).
12. Judith Barter, Victorian Style: Revolution, Revival & Reform (Bennington, Vt.: Park-McCullough House Assoc., 1978), 14.
13. Cambridge Chronicle, May 2, 1868, 2, col. 3.
14. Ibid.
15. The ca.-1861 date for the catalogue is based on the title page, which lists John A. Ellis and two partners: J. E. Hazleton and J. T. Hazelton. These are the two partners Ellis includes in advertisements in the Cambridge Chronicle between July 1861 and January 1862.
16. Cambridge Chronicle, Nov. 28, 1868, and Dec. 19, 1868.
17. Farnam, “A. H. Davenport and Company,” 1048.
18. Oxford English Dictionary, 2d ed., s.v. “Davenport.”
19. Will of Ezra H. Brabrook (d. Feb. 2, 1880), dated 1873, Cambridge Court no. 982, transcription in Irving & Casson–A. H. Davenport Collection, Anne Farnam file, HNE; Dun & Company Credit Report, Mass., vol. 18, p. 92.
20. Quoted in Farnam, “A. H. Davenport and Company,” 1048.
21. The Ellis and Davenport companies are linked through the designer Victor Charmois. After Ellis’s death and the demise of his company, Charmois went on to work for the Brabrook furniture company and later for A. H. Davenport. An advertisement for Brabrook that appears in the Boston Society of Decorative Arts Annual Report for 1879 notes that “Designs for Furniture and Woodwork are made by M[onsieur]. Charmois,” Irving & Casson–A. H. Davenport Collection, Anne Farnam file, HNE. After Davenport took over the company, Charmois produced at least two design drawings, one of a desk and table for a library and the other of furniture for a hall. Both are stamped “Victor Charmois and Oscar A. Norman”; Irving & Casson–A. H. Davenport Collection, HNE. Charmois died in 1883, two years before Francis Bacon came to Davenport as chief designer.
22. Farnam, “A. H. Davenport and Company,” 1057.
23. Dun & Company Credit Report, Mass., vol. 18, pp. 92, 116.
24. Ibid., 93.
25. Welles Bosworth, “I Knew H. H. Richardson,” AIA Journal 16 (1951): 125.
26. Francis Bacon, “Class notes letter,” Technology Review 40 (Feb. 1938): vii.
27. Now in the Irving and Casson–A. H. Davenport designs at the Museum of Fine Arts, Boston.
28. James F. O’Gorman, Henry Hobson Richardson and His Office (Cambridge: Dept. of Printing and Graphic Arts, Harvard College Library, 1974), 16–17.
29. From John Jacob Glessner, “The Story of a House,” written in 1923 for his children; quoted in David T. van Zanten, “H. H. Richardson’s Glessner House, Chicago, 1886–1887,” Journal of the Society of Architectural Historians 23, no. 2 (May 1964): 106. Glessner’s 1923 booklet is transcribed and included as an addendum in the Historic American Buildings Survey Report: John J. Glessner House, HABS No. ILL-1015, “Part I. Section D. Supplemental Information,” John J. Glessner House (Aug. 1963), 7–21, available at http://lcweb2.loc.gov/master/pnp/habshaer/il/il0100/il0118/data/il0118data.pdf.
30. Glessner House, HABS No. ILL-1015, 18.
31. For other images of the Davenport home, see Farnam, “A. H. Davenport and Company.”
32. A. H. Davenport proposal submitted to McKim, Mead and White for furnishing the University Club, New York, Box 339, McKim, Mead and White Architectural Records, New-York Historical Society (hereafter MMW Records).
33. Betty C. Monkman, The White House: Its Historic Furnishing and First Families (Washington, D.C.: White House Historical Association and Abbeville Press, 2000), 175.
34. Irving & Casson–A. H. Davenport advertising pamphlet, n.d., Irving & Casson–A. H. Davenport Collection, Box 7, HNE.
35. Monkman, White House, 187.
36. George Eastman to Wm. R. Mead, Rochester, N.Y., Mar. 21, 1904, George Eastman Correspondence, Box 385, File 543, MMW Records.
37. A. H. Davenport to McKim, Mead and White, Oct. 29, 1900, Box 366, File 231, MMW Records.
38. Letter in the collection of Hill-Stead Museum, Farmington, Conn.
39. Quoted in Farnam, “H. H. Richardson and A. H. Davenport,” 89.